Известен станок для за1калкн внутреяяих по1Верх1нО|Стей цилиндров .-с нагревом током высокой частоты, В котором закало чиый трансформатор € индуктором установлен на каретке и перемещается относительно неподвижной в Осевом направлении и вращающейся детали по верти кальным налравляющим, нричем базирование детали осуществляется по нижнему торцу и внутренней поверхности цилиндров. В этом станке невозможна закалка внутренней поверхности цилиндра по всей длине, а также необходим герметический затвор в нижней части устройства и специальные приспособления для стока охлаждающей жидкости.
Предлагаемое устройство отли1чается от известного тем, что механизм В|раще ния и центрирования И1зяелия выполнен в виде полого шпинделя и 1верх)него подвижного пряжима с центральным отверстием, снабженных сменными центрирующими коническими «ольцами. Это обеспечивает хороший сток закалочной воды и улучшает качество закалки..
На чертеже изображен описываемый стано,к.
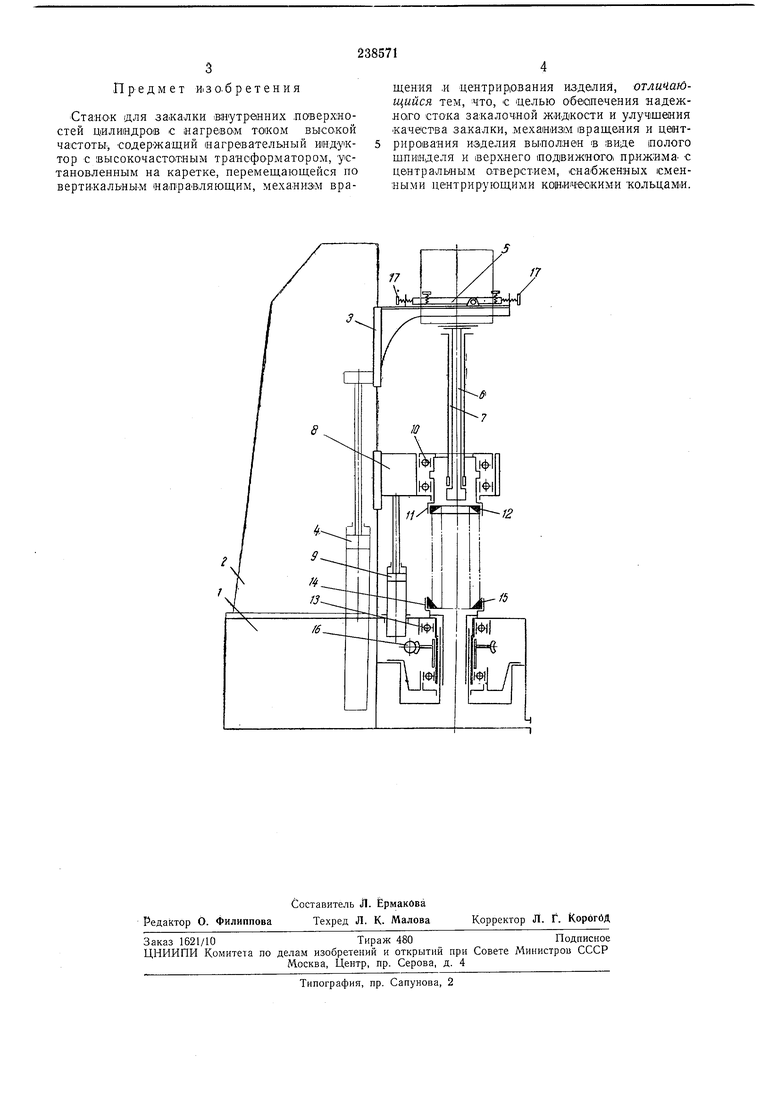
Он состоит из станины 1, на которой смонтирована стойка 2. Вертикальные направляющие стойки 2 несут на себе каретку 3, перемещающуюся по ним от привода 4. На каретке 3 установлен высокочастотный трансформатор 5 с индуктором 6 и спрейером 7. На
направляющих стойки ниже каретки размещен прижим 8, перемещающийся от привода 9. В корпусе прижима 8 в шарикоподшипниках 10 собран полый шпиндель //со сменным коническим кольцом 12. Корпус прижима имеет в верхней части соосное со шпинделем // отверстие для ввода индуктора fi. В станине / соосно со шпинделем // прижима 8 в шарикоподшипниках 13 собран полый
приводной шпиндель 14 со сменным коническим кольцом 15. Шпиндель 14 снабжен приводом 16 его вращения.
Станок .работает следующим образом. Зашкаливаемое изделие устанавливается в
коническое кольцо 15, при этом центрирование его осуществляется по наружным фаскам с помощью конического кольца 12 црижима 8. Привод 16 вместе со шпинделем 14 и шпинделем // вращает зажатую в конических
кОЛьцах заготОВ ку в процессе ее закалки.
Охлаждающая ждадкость, поступающая при закалке из опрейера 7, стекает через полость приводного шпинделя 14 в специальную емкость в стаНИне станка, откуда возвращается
в резервуар повторной подачи.
Первоначальное центрирование индуктора 6 относительно центровой линии колец 12 и 15 происходит путем нивелировки высо.кочастотного трансформатора 5 и его смещения по каретке 3 помощью упорных tBHHTOIB 17.
Предмет и.зо.бретения
СтанОК для закалки виутронних ловерхностей цилиндров с нагревам током высокой частотьг, Содержащий иагревательный индуктор с высокочастотным трансформатором, установленным на каретке, перемещающейся по вертикальНы-м «алравляющим, механизм вращен-ия ,и центрирования изделия, отличающийся тем, что, с щелью об-аапечения надежного стока закалочной жидкости и улучшения качества закалки, .механизм (вращения и центрирования изделия выполнен в виде полого шпинделя и верхнего подвижного прижама с центральным отверстием, сна|бженных сменными центрирующими коническими кольцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВАЛОВ | 1971 |
|
SU306176A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Станок для закалки цилиндрических изделий | 1987 |
|
SU1507812A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Станок для закалки изделий | 1976 |
|
SU737473A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
L/
