1
Изобретение относится к области средств механизации сборочных и сварочных процессов и может найти применение для вертикальной сварки угловых швов.
Известно устройство по авт. св. № 255433, которое содержит сварочную головку с направляющим роликом, установленную с возможностью поворота вокруг вертикальной оси ходового винта, привод которого шарнирно связан со стойкой, жестко закрепленной на платформе, имеющей возможность перемещения в двух взаимно перпендикулярных направлениях. В краностроении, например, при сварке угловых швов диафрагм пролетных балок, применяемые для этого автоматические устройства, как правило, расположены не на изделии, а перемещаются на порталах, тележках и т. п., т. е. перемещаются в плоскостях, не всегда параллельных расположению сварных швов, поэтому в процессе сварки угол наклона сварочного электрода по отношению к биссектрисе угла сварного шва изменяется, в результате чего получаются неравносторонние катеты шва и разный провар.
В устройстве по авт. св. № 255433 угол наклона сварочного электрода проверяется визуально, а корректировка его стабильности отсутствует.
Визуальное вмешательство в корректировку стабилизации угла наклона сварочного
электрода не всегда эффективно и возможно, кроме того, требует больщого напряжения сварщика и при этом не обеспечивается должное качество сварного шва. Этот недостаток особенно сказывается при скоростной сварке.
В предлагаемом устройстве для улучшения качества сварного шва на сварочной головке смонтированы два диаметрально расположенные упора, а на вертикальной оси ходового винта установлены два контакта, связанные через систему управления с приводом перемещения платформы и взаимодействующие с вышеуказанными упорами при повороте сварочной головки вокруг вертикальной оси ходового винта.
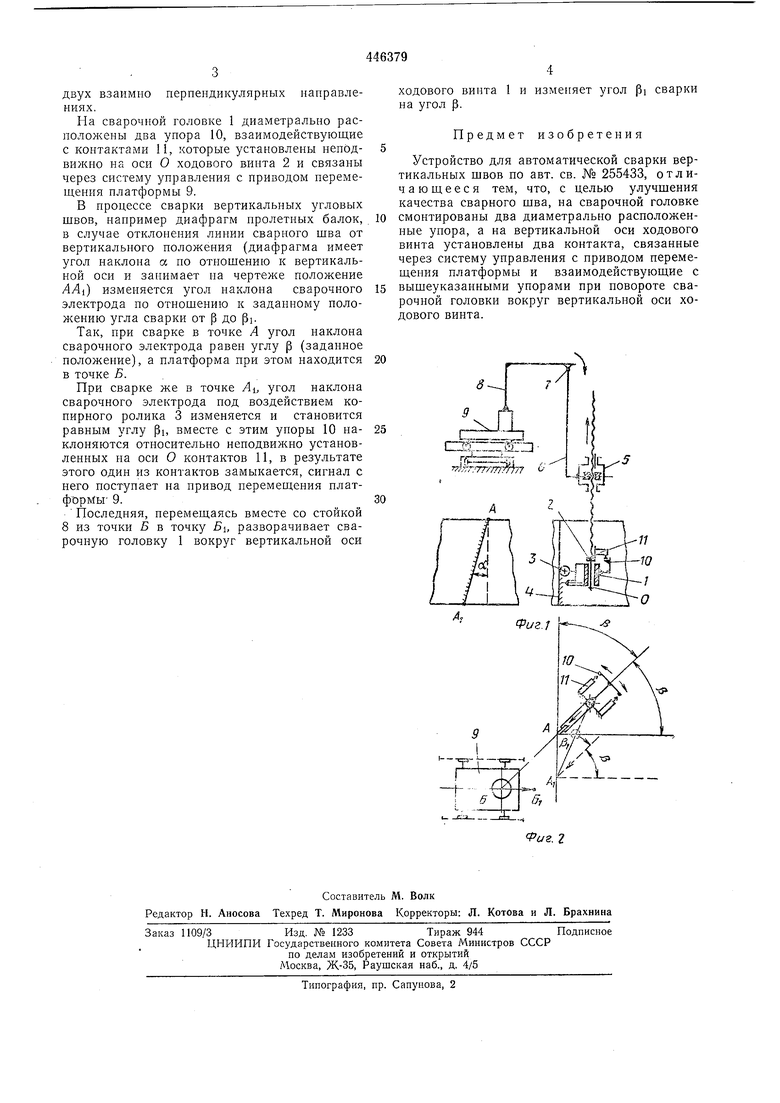
На фиг. 1 изображена схема предлагаемого устройства, вид сбоку; на фиг. 2 - схема устройства в плане.
Сварочная головка 1 закреплена с возможностью поворота на оси О, которая выполнена как одно целое с нижним концом ходового винта 2, при этом поворот сварочной головки на оси происходит под воздействием копирного ролика 3, который поджимается к изделию 4 моментом М, возникающим от силы тяжести сварочной головки и привода 5. Последний подвешен посредством подвески 6 на шарнире 7 к стойке 8, установленной на платформе
9 и имеющей возможность перемещения в
3
двух взаимно перпендикулярных нанравлениях.
На сварочной головке 1 диаметральпо распололсены два упора 10, взаимодействуюндие с контактами II, которые установлены неподвижпо на оси О ходового винта 2 и связаны через систему управления с приводом перемещения платформы 9.
В процессе сварки вертикальных угловых швов, например диафрагм пролетных балок, в случае отклонения линии сварного шва от вертикального положения (диафрагма имеет угол наклона а по отношению к вертикальной оси и занимает на чертеже положение AAi) изменяется угол наклона сварочного электрода по отношению к заданному положению угла сварки от р до Рь
Так, при сварке в точке А угол наклона сварочного электрода равен углу |3 (заданное положение), а платформа при этом находится в точке Б.
При сварке же в точке Ль угол наклона сварочного электрода под воздействием копирного ролика 3 изменяется и становится равным углу РЬ вместе с этим упоры 10 наклоняются относительно неподвижно установленных на оси О контактов 11, в результате этого один из контактов замыкается, сигнал с него поступает на привод перемещения платформьг 9.
Последняя, перемещаясь вместе со стойкой 8 из точки Б в точку BI, разворачивает сварочную головку 1 вокруг вертикальной оси
ходового винта 1 и изменяет угол Pi сварки на угол р.
Предмет изобретения
Устройство для автоматической сварки вертикальных швов по авт. св. № 255433, отличающееся тем, что, с целью улучшения качества сварного шва, на сварочной головке смонтированы два диаметрально расположенные упора, а на вертикальной оси ходового винта установлены два контакта, связанные через систему управления с приводом перемещения платформы и взаимодействующие с вышеуказанными упорами при повороте сварочной головки вокруг вертикальной оси ходового винта.
д.-.
.:,
;
А- Й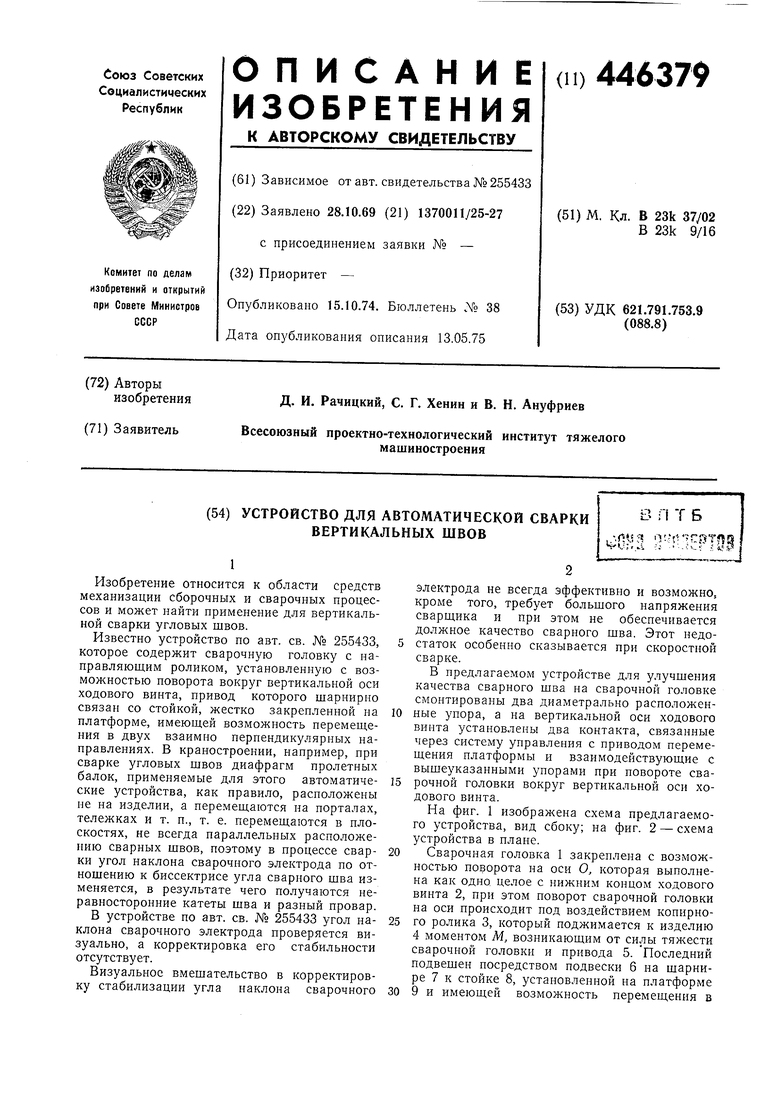
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1969 |
|
SU255433A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Электродная головка для автоматической точечной контактной сварки | 1960 |
|
SU138678A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
