Изобретение относится к области обработки металлов давлением, а именно к изготовлению деталей холодным выдавливанием.
Известны конструкции штампов для обратного холодного выдазливания, содержащие верхнюю ллиту с пуансоном, оснорание, с установленной на нем матрицей, внутри которой расположен нижний п ансон с -ползуном и механизм преобразования скоростей движения пуансонов, связанный с верхней плитой посредством четырехзвенных механизмов.
Предлагаемый штамп отличается от известных тем, что, с целью упрощения конструкции, механизм преобразования скоростей движения пуансонов вьгполнен в виде жестко установленных в основании рабочего и двух дополнительных цилиндров, при этом поршневая полость основного цилиндра соединена со штоковыми полостями вспомогательных цилиндров.
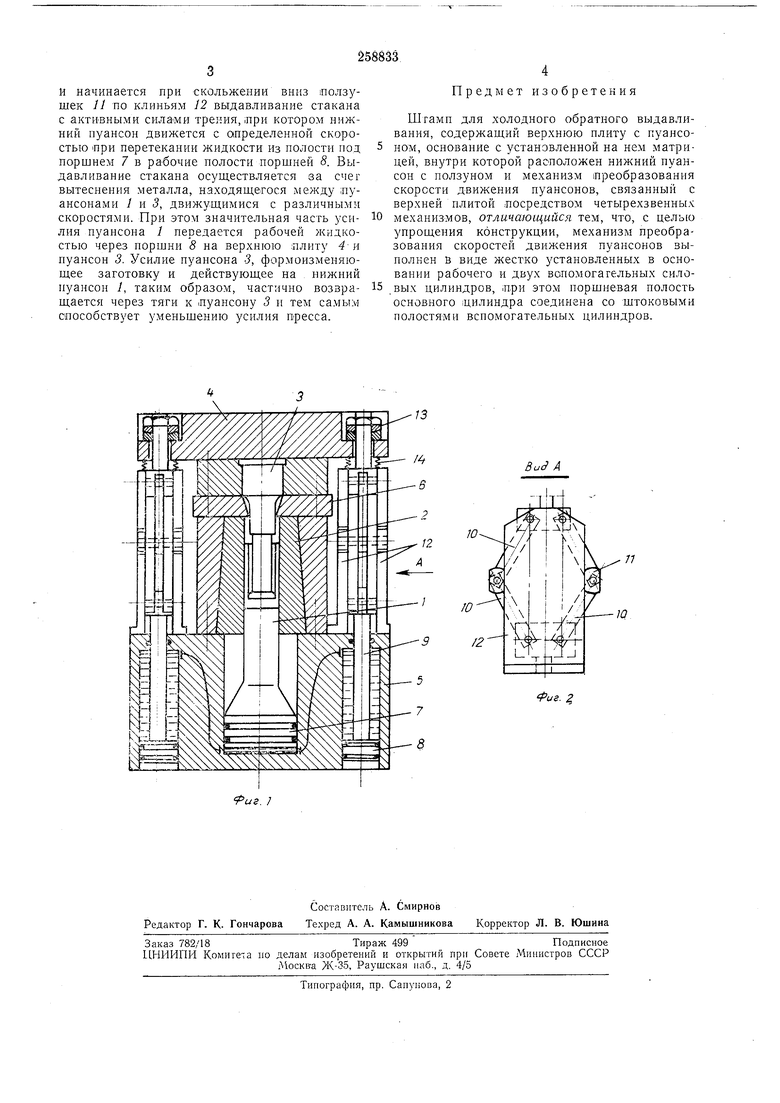
На фит. 1 схематично изображен описываемый штамш; на фиг. 2 - вид по стрелке Л на фиг. 1.
содержит нижний пуансон /, удерживающий заготовку, и верхний торец матрицы 2. Верхний пуансон 3 крепится к верхней .плите 4, а матрица 2 - к основанию 5. Для съема выдавленной заготовки служит съемник 6. Нижний Пуансон / вьшолнен за одно целое с поршнем 7 основного цилиндра, поршневая полость которого соединена со щтоковыми полостями дополнительных цилиндров, имеюци1х лоршень 8. Составной шток 9 допо,1нительных цилиндров имеет проушины дли крепления тяг 10 четырехзвенного механизма,
содержащего ползушки //, и клинья 12.
Поршни 8 через штоки 9 и шаровые пяты 13 подвешиваются на верхней плите 4. Шаровые пяты прижимаются амортизатором М к плите. Площадь двух дополнительных цилиндров выбирается так, чтобы обеспечить с получением качественной детали изменение знака сил трения.
Работает следующим образом.
При верхнем положении ползуна пресса тяги 10 находятся в вертикальном положении. При ходе вниз верхний .пуансон 3 сближается с заготовкой, а тяги W отклоняются от вертикального положения, при этом расстояние между иолзушками // увеличивается. Это :ироисходит за счет того, что при изменении положения поршней 8 требуется большее усилие для преодоления силы трения, чем для изменения положения тяг 10. Изменение полол ения тяг происходит до тех пор, пока верхний торец
заготовки не коснется верхнего пуансона 3. В этот момент прекрашается изменение расстояния между верхней плптой 4 и .поршнями 8, ползушки // прижимаются к клиньям 12 под действием жидкости, вытесняемой порши начинается при скольжении вниз ползушек 11 по клиньям 12 выдавливание стакана с активными силами трения, лри котором нижний нуансон движется с определенной скоростью при перетекании жидкости из нолости иод поршнем 7 в рабочие полости поршней 8. Выдавливание стакана осуш.ествляется за счет вытеснения металла, находяш,егося между пуансонами / и 5, двил ущимися с различными скоростями. При этом значительная часть усилия пуансона / передается рабочей жидкостью через поршни 8 на верхнюю ллиту 4 и пуансон 3. Усилие пуапсона 3, формоизменяющее заготовку и действуюш,ее на пуансон /, таким образом, частично возвраш;ается через тяги к .пуансону 5 и тем самым способствует уменьшению усилия пресса.
Предмет изобретения
Штамп для холодного обратного выдавливания, содержаигий верхнюю плиту с пуансоном, основание с установленной на нем матрицей, внутри которой расположен нижний пуансон с ползуном и механизм преобразования скорости движения пуансонов, связанный с верхней плитой ..посредством четырехзвенных
механизмов, отличающийся тем, что, с целью упрощения кбнструкции, механизм преобразования скоростей движения пуансонов выполнен в виде жестко установленных в основании рабочего и двух вопомогагельных силовых цилиндров, три этом поршневая полость основного цилиндра соединена со штоковыми полостями вспомогательных цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Штамп для выдавливания глубоких объемных профилей | 1974 |
|
SU548354A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
/3
/2
fua. 2,
