1
Изобретение относится к области обработки металлов давлением.
Известен штамп для горячего выдавливания объемных профилей, содержащий расположенный под приводным пуансоном блок со смонтированными в его корпусе подвижными иолуматрицами, удерживающими заготовку, установленную в корпусе блока под заготовкой мастер-вставку, а также замыкающее полуматрицы приводное бандажное кольцо 1.
Разъемная конструкция матрицы известного штампа после подъема замыкающего бандажного кольца позволяет легко извлечь обработанные заготовки. Однако при выдавливании глубоких объемных профилей вследствпе сравнительно продолжительного контакта нагретой заготовки с мастер-вставкой последняя плотно обхватывается охлаждающейся заготовкой, что требует значительных усилий при съеме обработанной заготовки с мастер-вставки. При этом под действием температуры материал мастер-вставки претерпевает структурпое изменение, что спижает ее износоустойчивость.
С целью повышения производительности съема обработанных заготовок, сокращения времени коитакта иагретой заготовки с мастервставкой и повыщения ее износоустойчивости иредлагаемый штамп снабжен гидроприводом и механизмом разъединения мастер-вставки и
заготовки, выполненным в виде смоитированных в корпусе блока под мастер-вставкой силового гидроцилиндра, шток-поршень которого соединен с мастер-вставкой, и гидроусилителя, камера высокого давления которого сообщается со штоковой полостью силового гидроцнлнндра, а также расположенным в направляющем пазу, выполненном в корпусе блока нерненднкулярно направленпю перемещения силового гидроцилиндра, клином, взаимодействующим с иоршнем силового гидроцилиндра и жестко соединенным тягой, входящей в камеру ннзкого давления гидроусилителя, с его иоршнем, при этом в корпусе блока
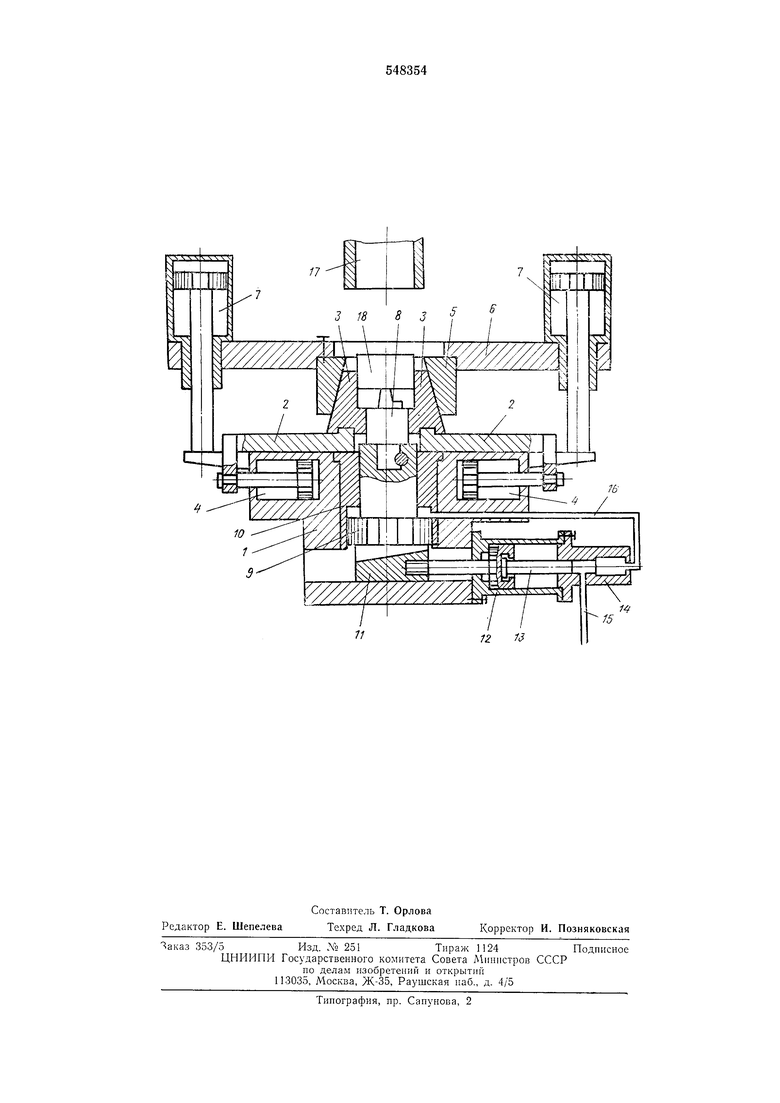
выполнен канал, соединяющий камеру низкого давления гидроусилителя с гидроприводом. На чертеже изображен предлагаемый штамп для выдавливания глубоких объемных профилей.
В кориусе блока 1, располагающегося иод ириводным пуансоном (на чертеже не показан), смонтированы подвижные каретки 2, иесуи1ие полуматрицы 3 и связанные со штоками цилиндров 4 переме1цен11я иолуматриц.
Наружная поверхность полуматриц 3, пмеющая форму усеченного конуса, обхвачена замыкающпм бандажным кольцом 5, закрепленным на плите 6, устаиовленной на колонкахштоках приводиых цилиндров 7 подъема бандажного кольца.
В нижней части полуматрнц 3 расположена мастер-вставка 8, обращенная своей рабочей поверхностью вверх и закрепленная нижней частью на торце штока-поршня 9 силового гидроцилиндра 10, смонтированного в корпусе-блока 1 под мастер-вставкой.
Нижняя скошенная торцовая плоскость поршня 9 опирается на самотормозяш,ий клин И, перемеш,ающийся по направляюш;ему пазу в корпусе блока 1 перпепдикулярно направлению перемещения силового гидроцилнндра 10.
Клин 11 соединен со штоком гидроцилипдра 12, расположенного перпендикулярно силовому гидроцилиндру 10, а его поршень связан тягой 13 с гидроусилителем 14, камера низкого давления которого соединена каналом 15 с гидроприводом (на чертеже не показан), а камера высокого давления сообщена каналом 16 со штоковой полостью силового гидроцилиндра 10.
Описанный выше штамп устанавливают, например, под ствол высокоскоростного копра 17. В верхнюю часть сведенных и замкнутых бандажным кольцом 5 иолуматриц 3 устанавливают заготовку 18, нагретую до необходимой температуры, и ударом бойка-иуансопа производят деформацию заготовки, которая, деформируясь, обхватывает гравюру мастервставки 8 с большой силой.
Для разъедииепия мастер-вставки и обработанной заготовки в левую полость гидроцилиндра 12 подается из гидропривода жидкость под давлением и клин 11 отводится вправо, освобождая поршень 9 силового гидроцилиидра 10. При дальнейшем движении поршень гидроцилиндра 12 перемещением тяги 13 вираво перекрывает входное отверстие канала 15 и в полости гидроусилителя 14, канале 16 п в штоковой полости силового гидроусилителя развивается высокое давление (во столько раз больше давления в гидропроводе, во сколько раз площадь поршпя гидроцилиндра 12 больше площади плунжера гидроусилителя 14). Соответственно увеличивается усилие штока-порщня 9 и мастер-вставка 8 отрывается от заготовки 18, опускаясь вниз, а заготовка, удерживаемая полуматрицами 3, остается иа месте.
После этого цилиндрами 7 подпимают плиту 6 вместе с закрепленными на ней бандажным кольцом 5, цилиндрами 4 разводят полуматрицы 3 и освобождают деформированную заготовку, которая удаляется из рабочей зоны. Далее приводными цилиндрами 4 и 7 сводят полуматрицы 3 и запирают их бандажным кольцом 5. Затем жидкость из гидропривода подается в правую полость гидроцилиндра 12. Клин 11 двигается влево, давление в штоковой полости силового цилиндра 10 падает до нуля и клин 11 возвращает поршень 9 и мастервставку 8 в исходиое иоложение.
Конструктивное решение механизированного разъедииения заготовки и мастер-иуансона позволяет сократить вспомогательное время и повысить износоустойчивость последнего за
счет уменьшения нагрева.
Формула изобретения
Штамп для выдавливания глубоких объемных профилей, содержащий расположенный
под приводным пуансоном блок со смонтированными в его корпусе подвижными полуматрицами, удерживающими заготовку, установленную в корпусе блока под заготовкой мастер-вставку, а также замыкающее полуматрицы приводное бандажное кольцо, отличающийся тем, что, с целью повышения производительности и износоустойчивости мастервставки, он снабжен гидроприводом и механизмом разъединения мастер-вставки и заготовки, выполненным в виде смонтированных в корпусе блока под мастер-вставкой силового гидроцилиндра, шток-поршень которого соединен с мастер-вставкой, и гидроусилителя, камера высокого давления которого сообщается
со штоковой полостью силового гидроцилнндра, а также расположенным в направляющем пазу, выполненном в блока перпендикулярно направленню перемещения силового гидроцилпндра, клипом, взаимодействующим с
поршнем силового гидроцилиндра и жестко соединенным тягой, входящей в камеру низкого давления гидроусилителя, с его поршнем, при этом в корпусе блока выполнен канал, соединяющий камеру низкого давления гидроусилителя с гидроприводом.
Р1сточиики информации, принятые во внимание ири экспертизе:
1. Эдуардов М. С. «Штамповка в закрытых штампах. Л., «Машиностроение, 1971, с. 148,
фиг. 53.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU294411A1 |
| Устройство для изготовления деталей типа турбинных лопаток | 1981 |
|
SU1030084A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Инструментальный блок для штамповки в закрытых штампах | 1975 |
|
SU590066A1 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |