Изобретение может быть использовано в ттоомышленности строительных материалов.
Известны прессы для cvxoro прессования пустотелых керамических камней, содержащие бункер, формы с раздвижными стенками и установленными в ннх эластнчными баллонами и сердечниками и обойму для запирания fboDM, имеющую гидропривод.
Целью изобретения является повытнение плотности и прочности камней.
Достигается это тем, что одни из иротивопо.пожных стенок формы выполнены ПОДНПУ.жиненными. со скощенньптн тооцамн. сопрягаемыми со скощенными торнами других нротнволежаи1,их стетюк форм, а эластичные баллоны устаттовлены на сердечнике и соедннсны трубонповодами с гидроприводом .
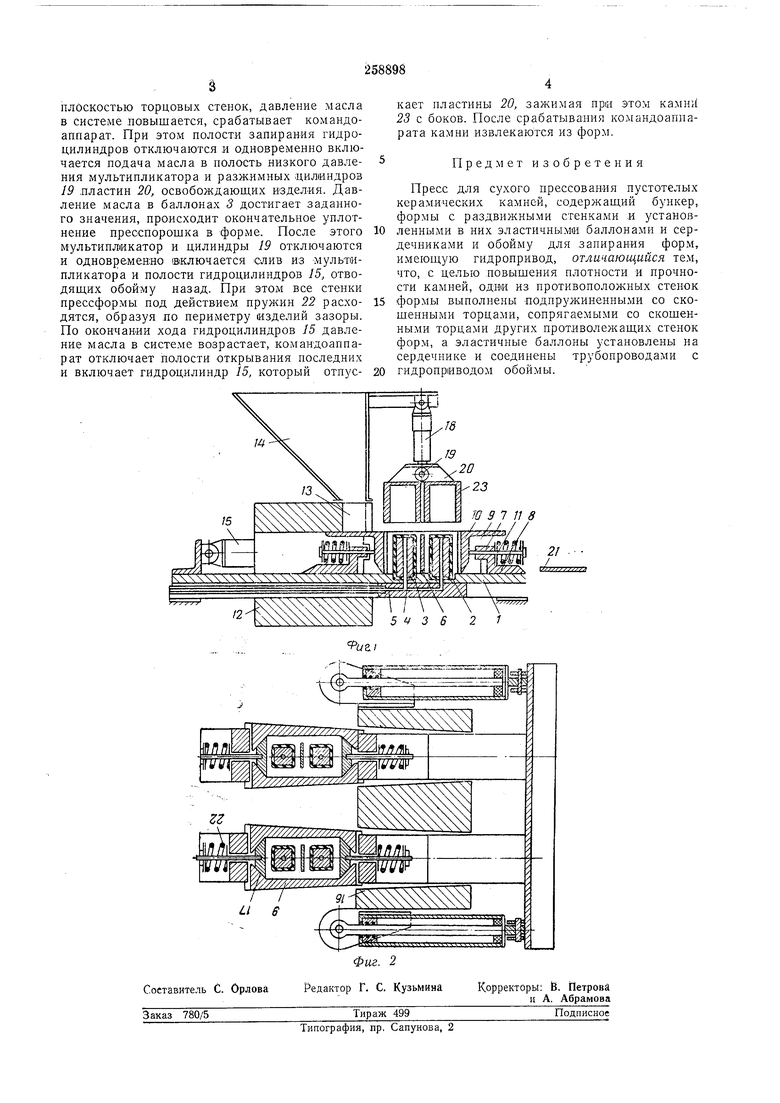
На фиг. 1 изображен онисываемый пресс, разоез; на фиг. 2 - то же, вид сверху.
Пресс имеет две опорные плиты /, в гнезл ах 2 КОТОРЫХ закреплено по два резиновых баллона 3. В эти баллоны для жесткости вставлены лтеталлические колодкн 4, и Jeютинe Д.ЛЯ нрохода масла внутренние отверст1ия, соединенные через распределительные кололки 5 с полостью B icoKoro давления мультипликатора. Колодки кренятся в нродольных назях плиты / болтами и имеют отверстия для болтов креплотптя гтальных кернов 6 и колонок 4, поджимающих к днищам гнезд 2 уплотняюЩ|не выступы резиновых баллонов. В нанравляющне вкладыщи 7 крошитейнов 8 плиты пазамн вставлены боковые стенкн 9 прессформы. Торновые стенкн 10 прессформы подпружинены через штокн //, скользящие в направляющих отверстиях кроиштейнов.
Подвижная обойлга 2 с отверстиями 13 для засыпки прессформ порошком из бункера 14, приводи гая в движение гидроцилиидрами /5, имеет внутри сконтенные боковые стенки 16. Соответствуюнтая скошенность боковых сте1 ок прессформы н сопрягаемость по екошеннн т плоскостям 17 боковых и торцовых стенок обеспечивает их автоматическое расхождение до устанавливаемой ограниченной величины.
Устройство. состояп1е.е нз гидроцнлиндра 18, закрепленного на бункере 14. н ДВУХ ннлиндDOB 19. расположен 1ых между гуммированными пластннами 20, для извлечения нзделнй из раскрытой нреееформы и подачи их на тпанспортер 21.
Ппесс работает следующим образом.
12 с помощью гидронилиндров 15, двигаясь вправо, заполняет преесформы поPOHiKOM, при этом скощенные боковые стенки обоймы нрплегают к боков;:П стенкам прессформы и сводят их, а значит и торцовые стенкн W. После полного яякчьвячпя прессформы обоймой отверстия 13 перекрываются
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Пресс-форма для изготовления железобетонных изделий | 1988 |
|
SU1675089A1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1978 |
|
SU735411A1 |
| ПРЕСС ДЛЯ СУХОГО ПРЕССОВАНИЯ ПУСТОТЕЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU344994A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008215C1 |
| Пресс-форма для вулканизации резинокордных оболочек в виде части тора | 1983 |
|
SU1270010A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1982 |
|
SU1063620A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
