Описываемый станок относится к области производства полых изделий и может быть использован для изготовления ванн, тазов и других полых изделий овальной формы.
Известны станки, в которых осуществляется центрирование собираемых деталей с закаткой края одной из них с помощью роликов, установленных на подвижных ползунках. Однако на известных станках можно собирать только изделия, имеющие в плане форму круга.
Описываемый станок отличается тем, что ползушки, несущие закаточные ролики, приводятся в движение от механического привода, выполненного в виде вращаемого водила, имеющего радиальные пазы, в которых подвижно установлены ползушки, и снабженного взаимодействующим с последними неподвижным пазовым кулачком, укрепленным на станине соосно с водилом и имеющим профиль, выполненный в соответствии с формой собираемого изделия.
Это обеспечивает возможность сборки полых изделий любой формы в плане, например овальной.
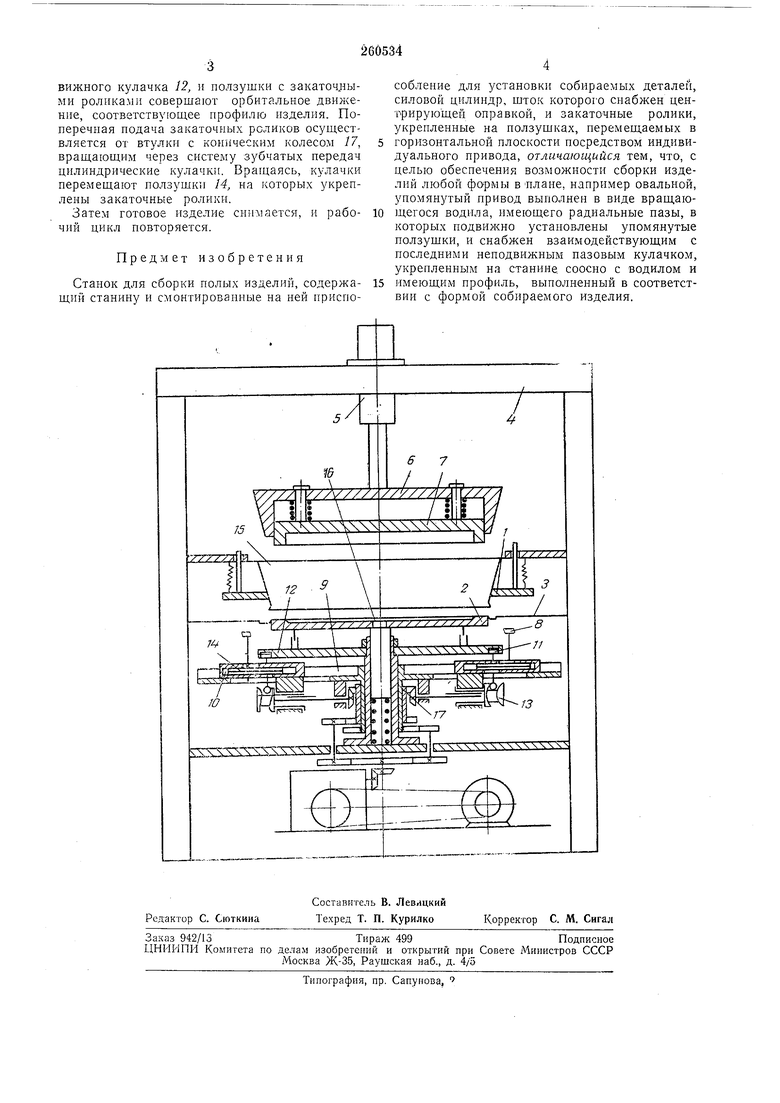
На чертеже изображен описываемый станок для сборки полых изделий.
Станок содержит подпружиненную центрующую каретку 1, подвижной стол 2, центрующий ограничитель 3, станину 4, пневмоцилнндр 5, прижим б с калибрующей частью 7, закаточные ролики 8, водило 9, ползущки 10,
контактные ролики 11, неподвижный пазовый кулачок 12, цилиндрические кулачки 13 и ползушки 14.
Станок работает следующим образом.
Кориус изделия 15 устанавливается в подпружиненную центрующую каретку, а днище 16 - на подвижной стол 2 и центруются ограничителем, который жестко крепится на станине.
Затем иневмоцилиндр перемец1ает вниз прижим, калибрующая часть которого совершает относительное аеремещение по отношению к прижиму и служит для исправления коробления корпуса изделия, а прижим правит днище и точно устанавливает его на подвил ном столе.
При дальнейшем перемещении штока пневмоцилиндра прижим тянет подпружиненную центрующую каретку вниз, одновременно калибруя посадочную поверхность корпуса изделия и производя сборку его с днищем.
Откалиброванное и собранное таким образом изделие выводится из центрующего ограничителя, и его кролтка устанавливается против закаточных роликов. Далее включается электродвигатель и приводятся во вращение водило и втулка с коническим колесом.
На водиле имеются радиальные направляющие, в которых перемещаются ползущки 10 с контактными роликами. При вращении водила контактные ролики скользят в пазу непод
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРЕССУ для ПОДАЧИ И СЪЕМА ЗАГОТОВОК | 1970 |
|
SU258854A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| СТАНОК-ПОЛУАВТОМАТ для СБОРКИ КОНЦЕВЫХ ПРИСОЕДИНЕНИЙ РЕЗИНОВЫХ РУКАВОВ11ДГЕ?!ТН6-ТЕХЙ8М?С»»1 | 1973 |
|
SU378329A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Устройство для двусторонней гибки труб | 1984 |
|
SU1274798A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для закатки изделий | 1973 |
|
SU479538A1 |
| СТАНОК ДЛЯ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1966 |
|
SU180106A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
