1ч:
4
СС ОС
Изобретение относится к обработке металлов давлением и может быть использовано в условиях массового производства для гибки деталей из труб, причем изгибаемые колена на изделии могут располагатся в различных плоскостях по отношению друг друга.
Цель изобретения - повышение производительности и надежности устройства в работе.
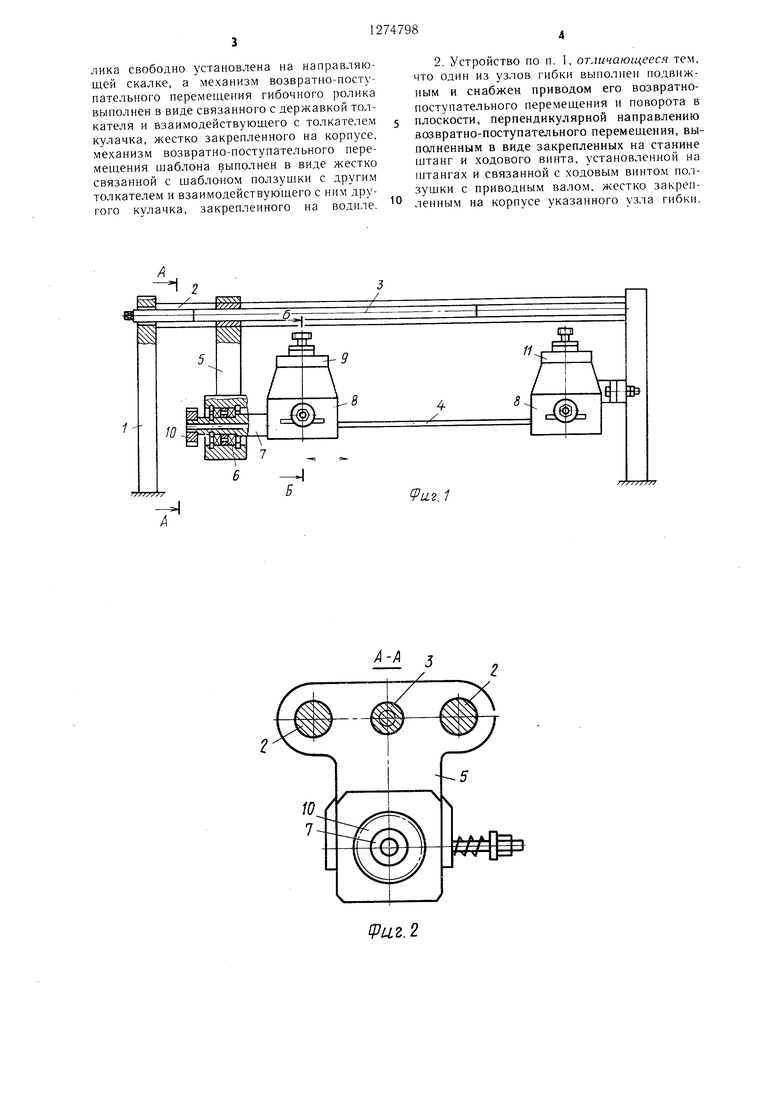
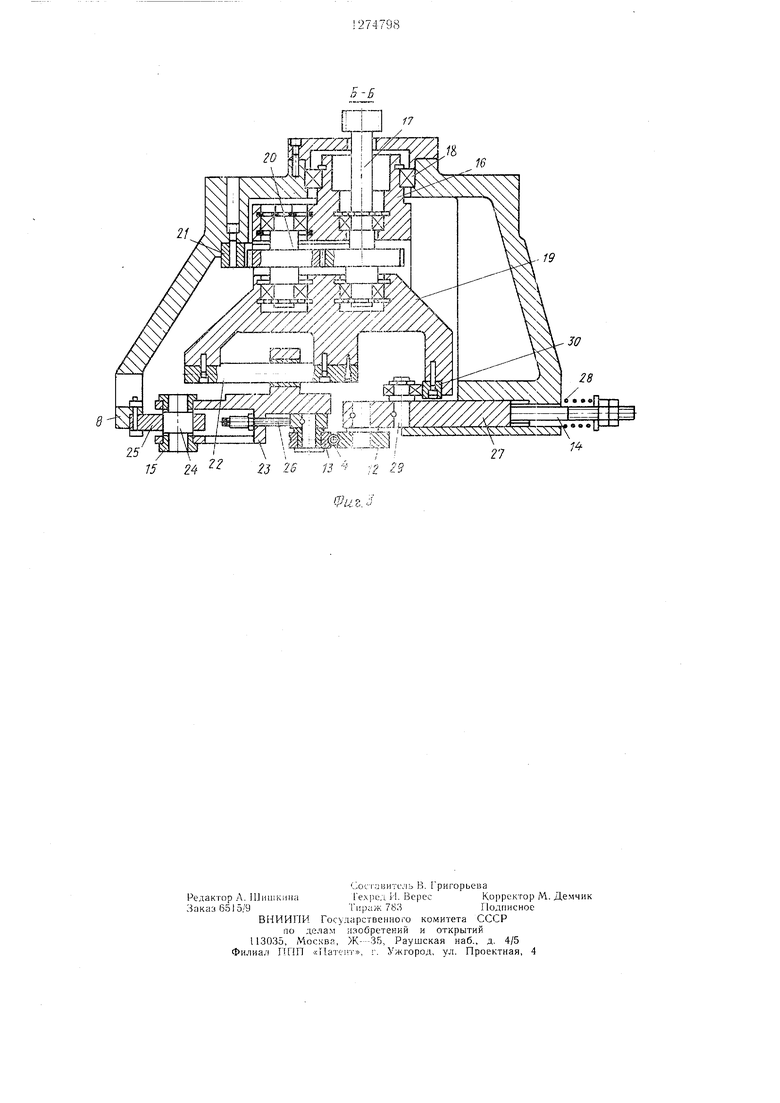
На фиг.1 изображено устройство для двусторонней гибки, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Устройство содержит станину 1 со штангами 2 и винтом 3, параллельные оси обрабатываемой трубы 4. На штангах 2 размещена каретка 5, в опорах 6 которой смонтирован вал 7, жестко связанный с корпусом 8 подвижного гибочного узла 9, а на другом конце вала 7 насажена шестерня 10, связанная с силовым приводом (не показаны).
На станине 1 также размещен неподвижный гибочный узел 11, аналогичный по конструкции подвижному гибочному узлу 9.
В корпусе 8 гибочных узлов 9 и 11 установлены шаблон 12 и гибочный ролик 13, причем каждый из них снабжен механизмами 14 и 15 возвратно-поступательного перемещения их относительно друг друга и механизмом 16 поворота гибочного ролика 13 вокруг шаблона 12. Механизм 16 размещен в верхней части корпуса 8 и содержит приводную вал-шестерню 17, которая связана с другим приводом (не показано) и размещена в опорах 18 водила 19. В водиле 19 установлена вторая вал-шестерня 20, обеспечивающая сопряжение вала-шестерни 17 с зубчатым венцом 21, жестко связанным с корпусом 8. На водиле 19 закреплена скалка 22, на которой свободно установлена дережавка 23. Механизм возвратно-поступательного перемещения гибочного ролика выполнен в виде толкателя 24, установленного в кулачке 25, закрепленном на корпусе 8, и механизма 26 регулировки положения гибочного ролика.
Механизм 14 выполнен в виде ползушки 27, подпружиненной пружиной 28 относительно корпуса 8, причем ползушка 27 снабжена толкателем 29, взаимодействующим с кулачком 30, закрепленным на водиле 19.
Устройство для двусторонней гибки труб включает также систему (не показана) управления, имеющую следующие программаторы: для заданного угла гиба на каждом колене; для расположения колен гиба относительно друг друга; для положения подвижного гибочного узла 9.
Наладка устройства для двусторонней гибки труб при изготовлении заданного изделия выполняется в следующей последовательности.
В зависимости от длины заготовки и угла гиба на каждом из колен трубы 4 программируется положение подвижного гибочного
узла 9, перемещение которого осуществляется винтом 3. Затем в систему управления вводятся программы с заданием угла гиба на каждом колене трубы, направления вращения подвижного гибочного узла 9 (по часовой или против часовой стрелки) и величины угла поворота.
Устройство работает следующим образом.
В исходном положении механизм 14 и 15
обеспечивают максимальное удаление шаблона 12 и гибочного ролика 13. В этом положении труба 4 вводится в рабочую зону устройства для гибки. 11оступает исполнительная команда на начало цикла работы. Подвижный гибочный узел 9 под .действием
его привода поворачивается в заданную плоскость гиба. Далее включается привод вал-шестерни 17, обеспечивая вращение водила 19 с помощью зубчатой передачи 20-21. Под действием вращательного водила 19 срабатывают детали 24, 25, 29 и 30 соответствующих механизмов 14 и 15. В резу.1ьтате происходит сближение 1паблона 12 и гибочного ролика 13, обеспечивающее зажнм трубы 4, а затем гибка, во время которой ролик 13 обкатывается вокруг неподвижного шаблона 12 на заданный угол гиба. После выполнения операции гибки привод вала-шестерни 17 реверсируется, обеспечивая возврат шаблона 12 и гибочного ролика 13 в исходное положение. Изделие падает вниз в предварительно установленную
тару. Цикл работы устройства повторяется. Это достигается наличием механизма для поворота подвижного гибочного механизма в заданную плоскость гиба, а также совмещением приводов приспособлений возвратно-поступательного перемещения шаблона и
ролика с механизмами поворота гибочного ролика, что упронхает конструкцию устройства в целом, включая систему управления, позволяя сократить цикл я:лотов,1ения изделий, уменьшить вспомогательное время на загрузку-выгрузку заготовки и пзделия, уменьшить число отказов алеме1 тов управления.
Формула изобретения
1. Устройство для двусторонней гибки труб, содержаш,ее станину с установленными на ней двумя узлами гибки, каждый из которых выполнен в виде шаблона п установленного в державке гибочного ролика, механизм возвратно-поступательного перемешеНИЯ шаблона, механизм возвратно-поступательного перемещения ролика и механизм поворота гибочного ролика относительно ц аблона, содержащий водило, а также связанный с водилом привод, отличающееся тем. что, с целью повышения производительности
и надежности устройства в работе, каждый узел гибки снабжен полым корпусом, водило установлено в полости корпуса п С -:абжено направляющей скалкой, державка DOлика свободно установлена на направляюндей скалке, а механизм возвратно-поступательного перемещения гибочного ролика выполнен в виде связанного с державкой толкателя и взаимодействующего с толкателем кулачка, жестко закрепленного на корпусе, механизм возвратно-поступательного перемещения шаблона выполнен в виде жестко связанной с шаблоном ползушки с другим толкателем и взаимодействующего с ним другого кулачка, закрепленного на водиле.
2. Устройство по п. 1, отличающееся тем, что один из узлов гибки выполнен подвижным и снабжен приводом его возвратнопоступательного перемещения и поворота в плоскости, перпендикулярной направлению возвратно-поступательного перемещения, выполненным в виде закрепленных на станине штанг и ходового винта, установленной на нтангах и связанной с ходовым винтом ползущки с приводным валом, жестко закрепленным на корпусе указанного узла гибки.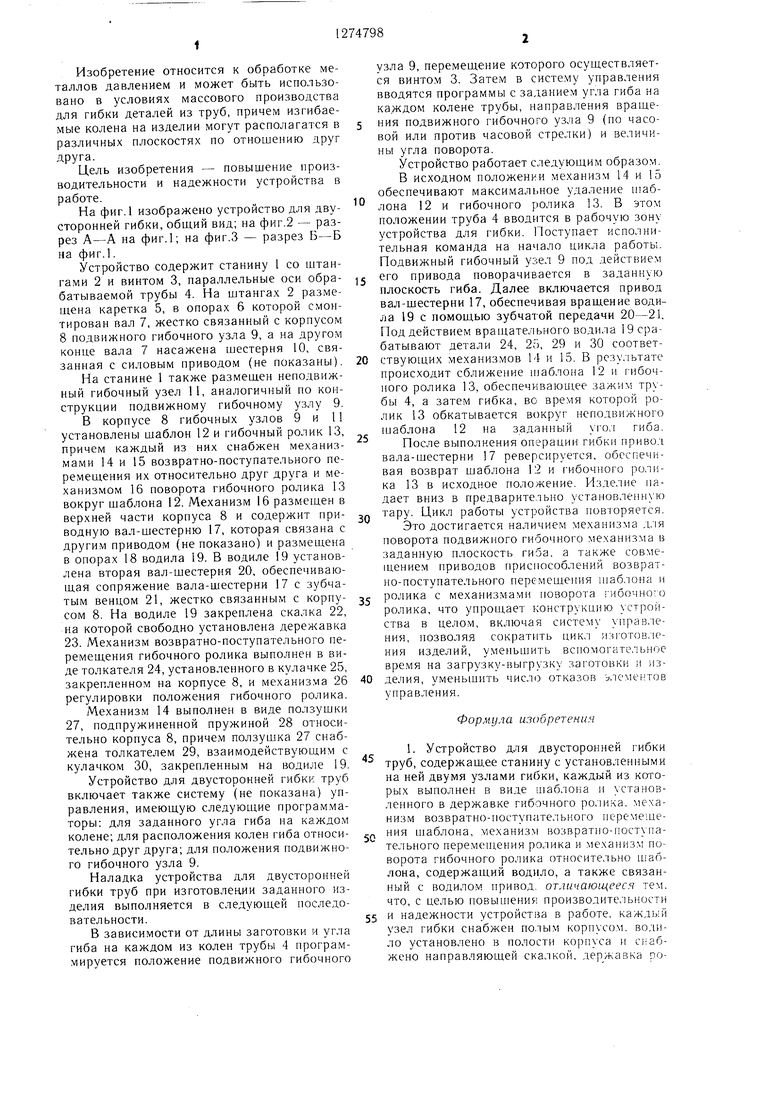
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНЫЙ СТАНОК | 1987 |
|
SU1429414A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Трубогибочный станок | 1985 |
|
SU1269879A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
Изобретение относится к устройствам для двусторонней гибки труб и позволяет повысить производительность и надежность и.х работы. Шаблон (Ш) и гибочный ролик (ГР) каждого из узлов гибки снабжены кулачковыми механизмами возвратнопоступательного перемещения их относительно друг друга и механизмом поворота ГР, связанными с общим приводом через водило. На водиле установлена скалка, на которой свободно размещена державка ГР. Один из узлов гибки установлен с возможностью перемещения и поворота относительно неподвижного узла гибки, что повышает универсальность устройства. При вращении водила сперва сближаются Ш и ГР, а затем происходит операция гибки, во время которой ГР обкатывается вокруг неподвижного Ш на заданный угол гибки. 1 з.п.ф-лы, 3 ил. (/ С
15 24
| Устройство для гибки труб | 1980 |
|
SU882681A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
