Изобретение относится к области дозированной наплавки изделий, например контактов электротехнических устройств.
Известен способ электродуговой дозированной наплавки отдельными каплями, при котором после возбуждения дуги между изделием и подвижным плавящимся электродом образуют на торце электрода каплю металла. Затем каплю охлаждают до прогрева изделия.
Предложенный способ позволяет упростить процесс дозированной наплавки за счет того, что охлаждение капли осуществляют путем возвратно-поступательного перемещения мундштука, а электрод подают с посгоянной скоростью.
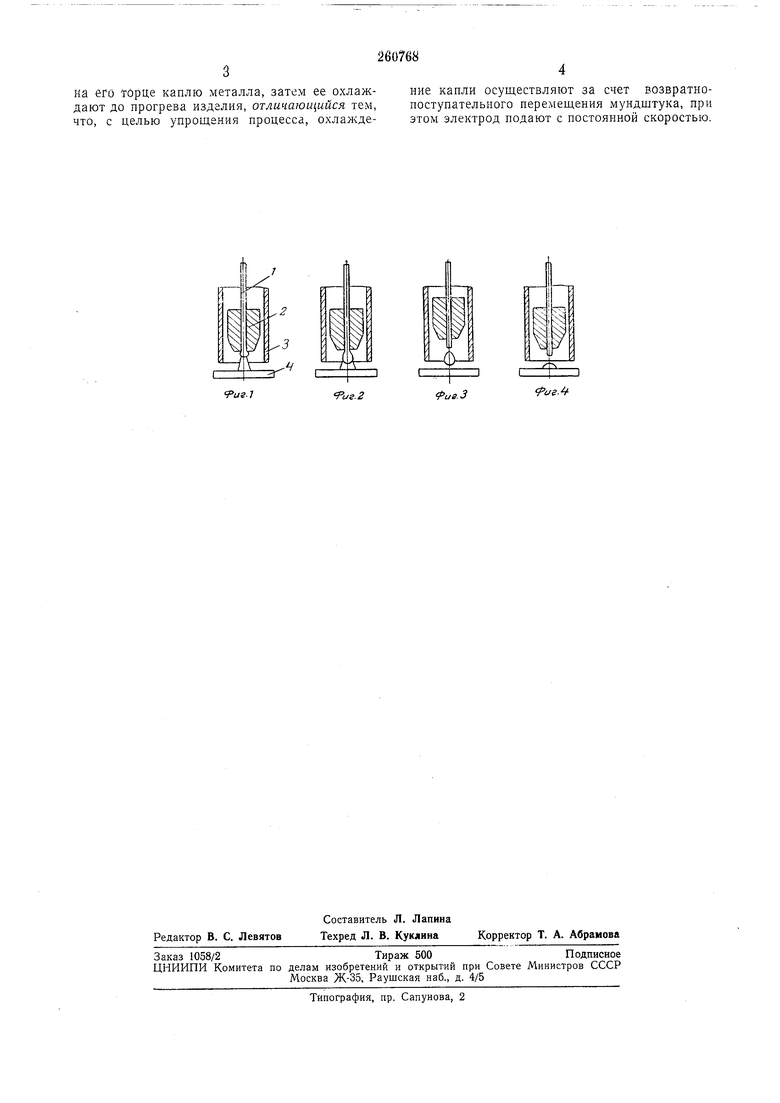
Процесс наплавки по предлагаемому способу показан на фиг. 1-4, на которых изображены плавящийся электрод /, теплостводящий мундщтук 2, являющийся одновременно и токоподводом, сопло для защитного газа 3 и изделие 4.
Между электродом и изделием зажигается электрическая дуга, и металл электрода начинает плавиться. Скорость подачи электрода в это время меньше, чем скорость плавления, благодаря чему образующаяся на торце электрода капля расплавленного метала поднимается вверх, приближается к теплоотводящему мундщтуку и охлаждается (см. фиг. 1). Скорость плавления уменьщается к становится равной скорости подачи электрода, а капля все время находится у торца мундштука. Размер капли непрерывно увеличивается благодаря подаче электрода (см. фиг. 2). После 5 достижения требуемого веса капли теплоотводящий щундштук поднимается вверх, охлаждение капли прекращается, металл разогревается сильнее, сопротивление отрыву уменьшается, капля отрывается (см. фиг. 3) и пере0 ходит на изделие (см. фиг. 4).
Величину тока, скорость подачи проволоки и расстояние мундщтука от поверхности детали подбирают таким образом, чтобы капля формировалась у торца мундштука. В этом
5 случае капли получаются значительных размеров. Диаметр капель в 2-6 раз превышает диаметр электродной проволоки.
В настоящее время по указанному способу в Харьковском авиационном институте разработана и выполнена в металле действующая установка, позволяющая наплавлять строго дозируемое количество цветного металла (серебра, платины, меди) на более дещевые конструкционные материалы, например сталь.
Предмет изобретения
на его торце каплю металла, затем ее охлаждают до прогрева изделия, отличающийся тем, что, с целью упрощения процесса, охлаждение капли осуществляют за счет возвратнопоступательного перемещения мундштука, при этом электрод подают с постоянной скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ | 1969 |
|
SU253973A1 |
| Горелка для дуговой сварки плавящимся электродом | 1986 |
|
SU1388226A1 |
| Устройство для электродуговой сварки плавящимся электродом в защитных газах | 1977 |
|
SU709295A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Способ дуговой пайки | 1980 |
|
SU910379A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |