Известны устройства для автоматического слежения за сварным пшом, имеющим валик усиления, в процессе контроля качества шва, например, ультразвуковым способом. Устройства эти содержат механизм, ориентирующий устройство для контроля сварного шва относительно щва, и два датчика положения сварного шва, установленные симметрично относительно оси сварного шва. В качестве датчиков используются фотодатчики, направленные на поверхность шва, имеющего отличные от свариваемого материала светотехнические показатели.
Основным недостатком этих устройств является «енадежяость и недостаточная точность слежения, всле.71.ствие того, что в процессе контроля сварного шва эти светотехнические показатели не остаются постоянными, и это вызывает погрешность в срабатывании механизма, ориентирующего устройство для контроля сварного щва относительно шва.
Предлагаемое устройство отличается от известного тем, что каждый из датчиков положения сварного шва выполнен в виде пневматического преобразователя, работающего по принципу компенсации перемещения, с подвижным соплом, использующим в качестве заслонки поверхность валика усиления, и командного устройства, например микровыключателя, подающего сигнал на механизм,
ориентирующий устройство для контроля сварного щва относительно шва. Это отличие позволяет повысить надежность и точность слежения и снизить трудоемкость изготовления
его.
Другим отличием предлагаемого устройства является то, что они могут быть снабжены двумя дополнительными датчиками положения, жестко скрепленными с основными датчнкамп, расположеннымн по разпые стороны от основных датчиков, на равном расстоянии от них. Это позволяет повысить надежность работы устройства в случае больщих и резких смещений сварного шва.
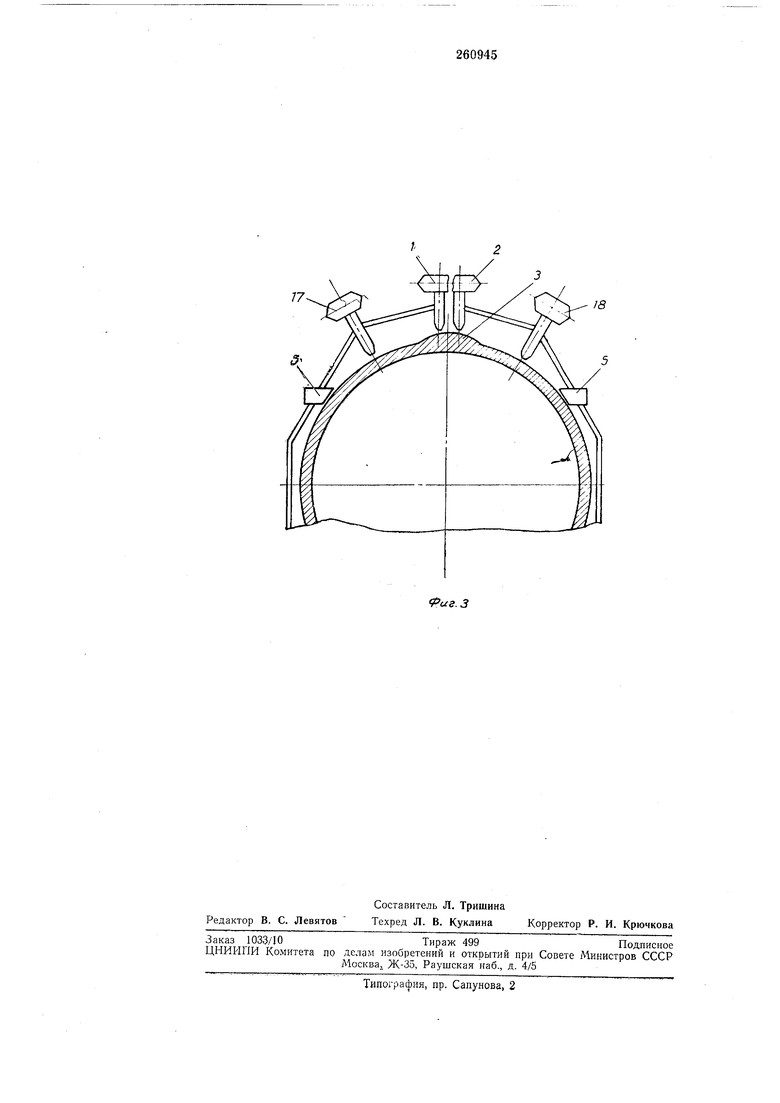
На фиг. 1 изображено описываемое устройство; на фиг. 2 - датчик положения сварного шва в разрезе; на фиг. 3 - вариант выполнения предлагаемого устройства с дополнительными датчиками положения сварного шва.
Устройство содержит два датчика / и 2 положения сварного шва, установленные симметрично над поверхностью валика усиления 3 сварного шва, механизм 4, ориентирующий устройство 5 для контроля качества сварного шва.
с реле 5 и 7 и электродвигателем 8.
Каждый из датчиков / и 2 положения CBapj ного шва представляет собой пневматический преобразователь, работающий по принципу компенеации перемещения, и мнкровыключаПневматический преобразователь состоит из герметичного корпуса 10, мембраны 11, пружины 12 и подвижного сопла 13. Питание преобразователя осуществляется через постоянный дроссель 14. На подвижном сопле закреплена планка 15, служащая для включения микровыключателя при перемещении подвпжного сопла.
Работает устройство следующим образом.
При равенстве зазоров соплом каждого датчика полол ения и поверхностью валика усиления сварного щва контакты мпкровыключателей 9 разомкнуты действием планок 15. Следовательно, питание на электродвигатель не подается.
При смещении сварного оша, например влево, воздушный зазор между соплом датчика 1 и поверхностью валика усиления остается без изменения, а аналогичный зазор для датчика 2 увеличивается. Это вызывает падение давления в проточной камере 16 пневматического преобразователя датчика 2 и, следовательно, перемещение сопла нод действием пружины в сторону приближения к поверхности валика усиления. При этом планка 15 отходит от микровыключателя датчика 2, контакты микровыключателя замыкаются и посредством реле 7 включается электродвигатель, который возвращает при помощи механизма 4 устройство для контроля качества шва и датчики до положения равенства зазоров между подвижными соплами 13 и поверхностью валика усиления 3.
При смещении шва вправо изменяется зазор под датчиком 1, включается микровыключатель датчика 1 и через реле 6 - электродвигатель. Вращение электродвигателя в этом случае будет происходить в противоположном нанравленин.
Датчики 1 и 2 чувствительны к небольшим смещениям сварного шва. Применение дополнительных датчиков 17 и 18 (см. фиг. 3) позволяет повысить возможности следящей системы за счет увеличения диапазона смещения, так как срабатывание этих датчиков осуществляется при больших и резких смещениях сварного шва.
Предмет изобретения
1.Устройство для автоматического слежения за сварным швом, имеющим валик усиления, в процессе контроля качества шва, например
ультразвуковым способом, содержащее мехапизм, ориентирующий устройство относительно шва, и два датчика иоложения сварного шва, устанавливаемые симметрично над поверхностью сварного шва, отличающееся тем,
что, с пелью повышения надежности и точности слежения и снижения трудоемкости изготовления устройства, каждый из двух датчиков выполнен в виде пневматического преобразователя, работающего по принципу компенсации перемещения, с подвижным сонлом, использующим в качестве заслонки поверхность валика усиления, и командного устройства, например микровыключателя, подающего сигнал на механизм, ориентирующий устройство
относительно шва.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения надежности слежения в случае резких и больших смещений сварного шва, оно снабжено двумя дополнительными
датчиками положения, жестко скрепленными с основными датчиками, расположенными по разные стороны от основных датчиков, на равном расстоянии от них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического слежения за сварным швом | 1990 |
|
SU1758548A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1985 |
|
SU1280530A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1670586A1 |
| АВТОМАТИЧЕСКОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1987 |
|
SU1602193A1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СВАРНЫМ ШВОМ | 2007 |
|
RU2343469C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1966 |
|
SU179979A1 |
| Устройство для автоматической сварки в среде защитных газов | 1977 |
|
SU737152A1 |
| БЕСКОНТАКТНАЯ СЛЕДЯЩАЯ СИСТЕМА | 1993 |
|
RU2066844C1 |

16
-
12
1
77
