Известны штампы для обрезки, содержащие подвижную ллиту и размещенные на неподвижной плите устройство для установки обрабатываемой детали и нож, перемещаемый перпендикулярно налравлению движения подвижной ПЛИТЫ при помощи закрепленного на ней 1клина. эти штампы не обеспечивают достаточно высокого -качества обрабатываемой поверхности.
Предлагаемый штамп Позволяет повысить качество обрабатываемой поверхности нутем ее наклепа при обрезке заусенцев на торцах деталей типа болтов.
Для этого штамп снабжен подпружиненным бойком, смонтированным в ноже с возможностью поступательного перемещения в направлении движения подвижной плиты, осуществляемого при 1ПОМОЩИ закрепленного на ней ударника. Устройство для установки обрабатываемой детали перемещается перпендикулярно направлению движения ножа до упора в него обрабатываемой детали при помощи рычажно- клинового устройства, связанного с подвижной плитой.
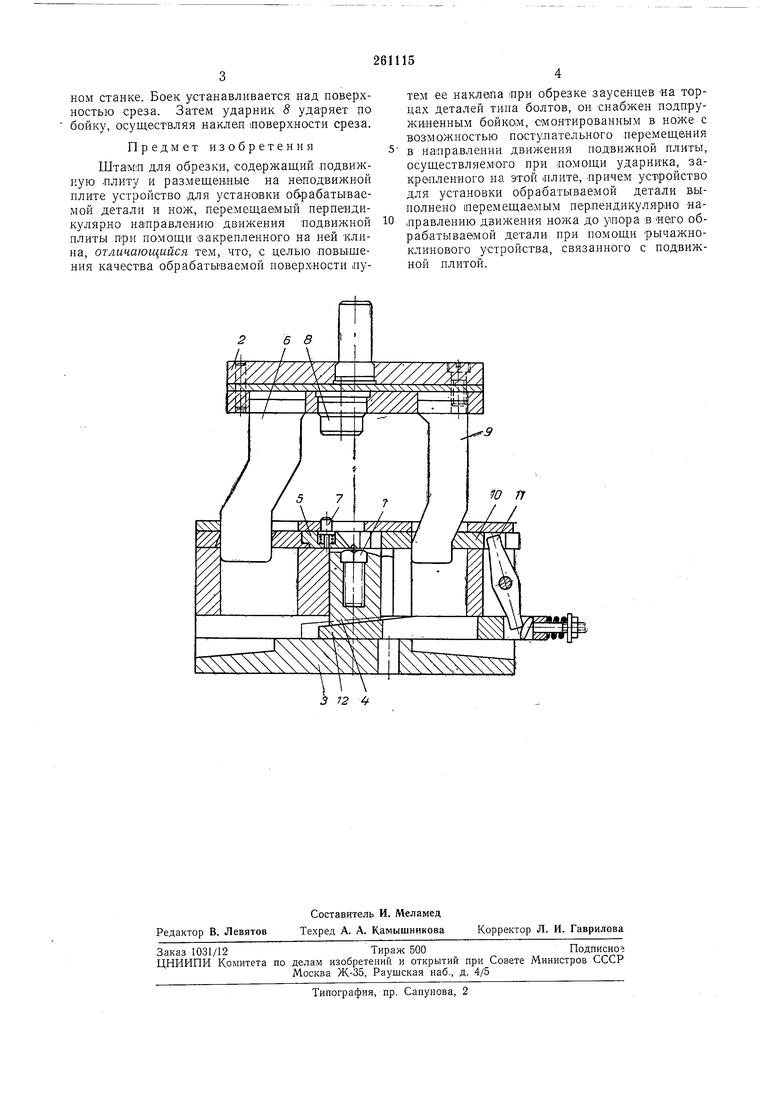
На чертеже изображен предлагаемый штамп в разрезе.
не обозначен), и неподвижную нижнюю плиту 3, на которой размещено устройство 4 для установки обрабатываемой детали и нож 5, перемещаемый в направлении, перпендикулярном направлению движения плиты 2, при помощи закрепленного на ней клина 6.
В ноже смонтирован с возможностью поступательного перемещения подпружиненный боек 7. Его перемещение осуществляется при
помощи ударника 8, закрепленного на плите 2.
Устройство для установки обрабатываемой детали перемещается перпендикулярно направлению движения ножа при -помощи рычажно-клиновой передачи, состоящей из закрепленного на плите 2 клина 9 и размещенных на плите 3 ползуШКИ 10, рычата 11-я клина 12. Штамп работает следующим образом.
Устройство 4 с установленной в нем обрабатываемой деталью вводят в штамп при помощи шиберного устройства (на -чертеже не обозначено). При движении плиты 2 -вниз клин 9 через
ползушку, рычаг 11 и клин 12 обеспечивает подъем устройства 4 с обрабатываемой деталью до упора ее в нижнюю плоскость ножа. При дальнейшем движении -плиты 2 клин 6 перемещает нож, который удаляет заусенец,
ном станке. Боек устанавливается над новерхностью среза. Затем ударннк 8 ударяет по бойку, осуществляя наклеп поверхности среза.
Предмет изобретения
Штамл для обрезки, содержащий .подвижную .плиту и размещенные на неподвижной плите устройство для установки обрабатываемой детали и нож, перемещаемый перпендикулярно направлению движения подвижной плиты при помощи закрепленного на ней -клина, отличающийся тем, что, с целью ловыщения качества обрабатываемой поверхности лутем ее наклепа при обрезке заусенцев «а торцах деталей тина болтов, он снабжен подпружиненным бойком, смонтированным в ноже с возможностью поступательного перемещения в направлении движения подвижной плиты, осуществляемого при помощи ударника, закрепленпого на этой плите, причем устройство для установки обрабатываемой детали выполнено перемещаемым перпендикулярно паправлению движения ножа до упора в него обрабатываемой детали при помощи рычажноклинового устройства, связанного с подвижной плитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПОЛЫХ ДЕТАЛЕЙ ТИПА БУКС | 1971 |
|
SU303132A1 |
| Устройство для резки проката | 1983 |
|
SU1088890A1 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| УСТРОЙСТВО для НАКЛЕПЫВАНИЯ ДЕТАЛЕЙ | 1973 |
|
SU387819A1 |
| Штамп для плоскостной калибровки | 1985 |
|
SU1278056A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| Устройство для подачи длинномерного материала в рабочую зону штампа | 1985 |
|
SU1292881A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU829355A1 |
