Изобретение относится к области обработки металлов давлением, а именно к штампу для изготовления из металлической ленты полых деталей типа букс.
Известны штампы для изготовления из металлической ленты полых деталей, содержащие узел высадки с матрицей и пуансоном, установленными соответственно на нижней и верхней плитах штампа, и инструмент для отделения деталей от ленты, выполненный в виде отрезного пуансона. Однако у деталей, полученных на этих штампах, требуется обязательная подрезка торца с целью снятия заусенцев.
Цель изобретения - получение деталей без заусенцев.
Для этого инструмент для отделения деталей от ленты выполнен в виде ножа, имеющего два клиновых скоса. Нож подпружинен относительно матрицы, установлен «а ней с возможностью возвратно-поступательного перемещения и в направлении, перпендикулярном ходу пуансона, и взаимодействует с клином, закрепленным в верхней плите щтампа.
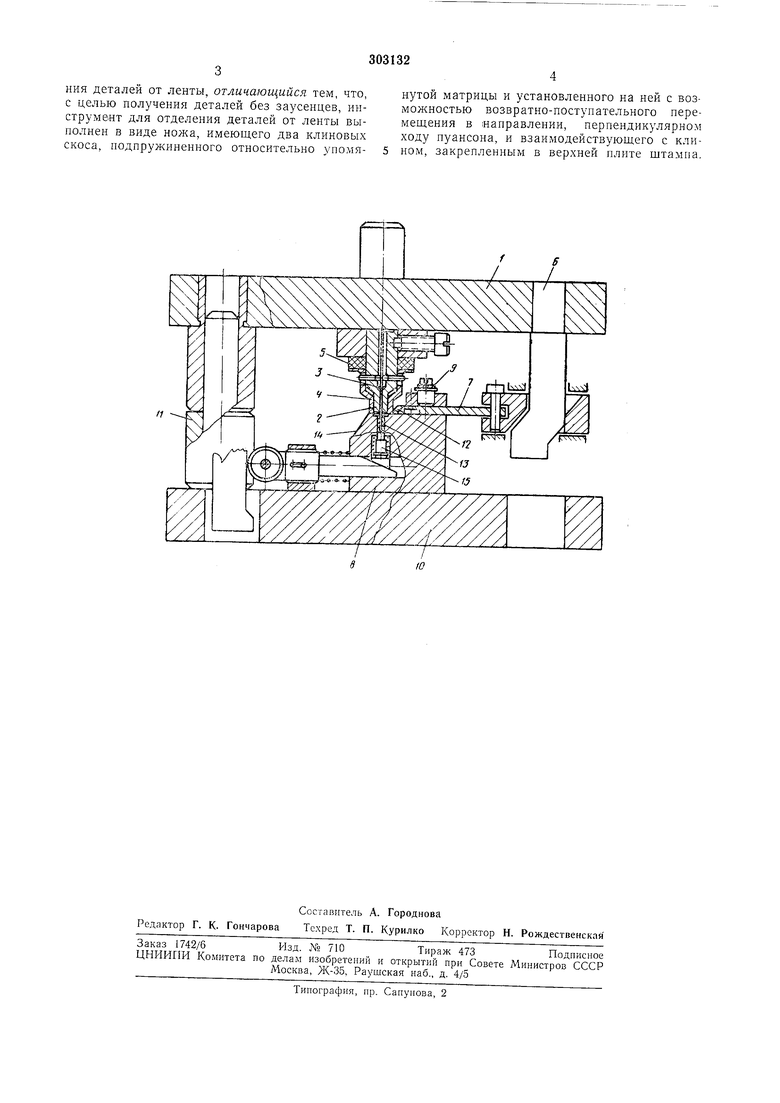
На чертел е схематично изображен описываемый штамп, разрез.
Штамп содержит верхнюю плиту 1, на которой закреплен пуансон 2 с иглой 3, прижимом 4 и амортизатором 5. Клин 6, взаимодействуюидий с ножом 7, также закреплен в верхней плите. Нож 7 подпружинен относительно матрицы 8 пружиной 9. Матрица 8 установлена на нижней плите 10 штампа. Необходимый зазор между матрицей 8 и пуансоном 2 выставляется при помощи втулок //. Штамп работает следующим образом. Перфорированная лента надевается на нглу 3, при этом пуансон 2 находится в верхнем положении. При движении вниз верхней плиты / штампа лента вместе с пуансоном 2 опускается и формуется в матрице 8. При движении пуансоиа 2 вверх нож 7 под действием клина 6 перемещается в направляющих вперед. До начала резания нож 7 клиновой частью 12 переднего конца прижимает ленту к матрице 8, чтобы деталь 13 не выдергивалась из матрицы при дальнейшем движении ножа. Далее происходит подрезка торца детали 13 по плоскости матрицы. Образовавшаяся
стружка отводится вперед и падает по скосу 14 матрицы 8. Готовая деталь 13 выталкивается выталкивателем 15 и сдувается воздухом в накопитель.
Предмет изобретения
Штамп для изготовления из металлической ленты полых деталей типа букс, содержащий узел высадки с матрицей и пуансоном, установленными соответственно на нижней и верхней плитах щтампа, и инструмент для отделения деталей от ленты, отличающийся тем, что, с целью получения деталей без заусенцев, инструмент для отделения деталей от ленты выполнен в виде ножа, имеюп его два клиновых скоса, подпружиненного относительно упомянутой матрицы и установленного на ней с возможностью возвратно-ностунательного перемещения в направлении, перпендикулярном ходу пуансона, и взаимодействующего с клином, закрепленным в верхней плите штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп совмещенного действия | 1984 |
|
SU1196079A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |