Известно устройство для наплавки изношенных деталей жидким металлом, выполненное в виде МНОГОНОЗИ1ЦИОННОГО поворотного стола с приводом, содержащего индуктор для нагрева детали и механизм заливки жидкого металла.
Предложенное устройство позволяет повысить степень автоматизации процесса и улучшить ка честЕ5о наплавляемых деталей.
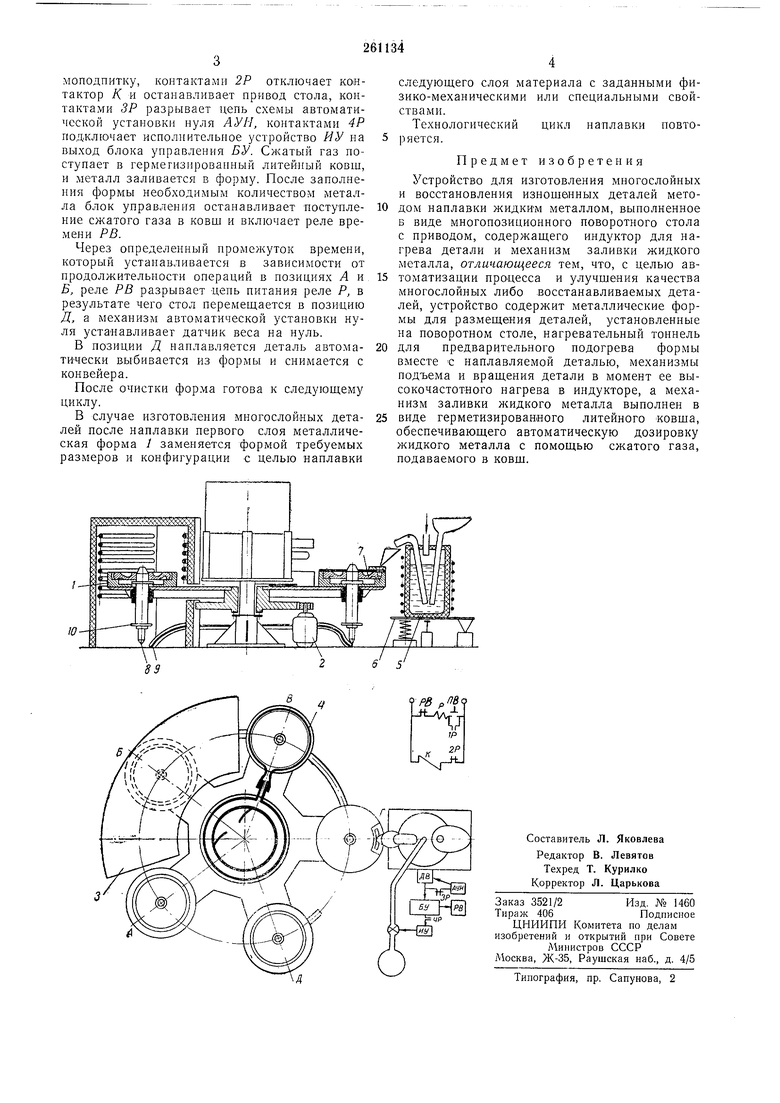
Устройство изображено на чертеже.
Оно состоит из пятипозиционного поворотного стола с металлическими формами / для размещения деталей и нриводом 2.
Нагрев детали осуществляют в два этапа. Сначала ее предварительно подогревают, потом нагревают перед заливкой. Предварительный подогрев осуществляют при прохождении детали через нагревательный тоннель 3, а нагрев неред заливкой жидкого металла - при вращении детали в индукторе 4. Механизм заливки жидкого металла выполнен в виде герметизированного литейного ковша 5, установленного на весовой площадке 6 и обеспечивающего автоматическую дозировку жидкого металла с помощью сжатого газа, подаваемого в ковш. Весовая площадка снабжена датчиком веса ДВ, который подает сигналы в систему автоматического управления дозировкой заливки.
Последовательность в работе узлов устройство обеснечнвает автоматически.
Устройство работает следующим образом.
В позиции А форма подготавливается к началу цикла -наплавки. В нее помещают деталь 7, предварительно подготовленную к aплaвке.
Готовая к наплавке форма во время движения к позиции Б попадает в нагревательный тоннель, где она вместе с деталью предварительно нагревается до необходимой температуры.
После предварительного натрева форма с деталью движется дальше к позиции В. При помощи ролика 8 и направляющей 9 деталь начинает подъем из формы вверх по направлению к индуктору.
При движении стола из позиции В к позиции Г деталь полностью входит в индуктор и начинает вращаться в нем при помощи механизма вращения 10.
Пндуктор включается и синхронно движется за столом, нагревая деталь.
Пе доходя до позиции Г индуктор отключается, деталь прекращает вращательное двнжение и онускается в форму. Индуктор возвращается обратно в исходную позицию В.
В позиции Г форма нажимает путевой выключатель ПВ, который включает в цепь реле Р. Реле Р контактами IP берется на са
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления многослойных и восстановления изношенных деталей | 1976 |
|
SU616965A1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| Устройсто для получения биметаллических изделий | 1975 |
|
SU550234A1 |
| Установка для наплавки деталей | 1978 |
|
SU814562A1 |
| Линия для производства биметаллических отливок | 1990 |
|
SU1797515A3 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Установка для изготовления биметалли-чЕСКиХ дЕТАлЕй | 1979 |
|
SU831317A1 |
| Установка для восстановления деталей | 1976 |
|
SU621456A1 |
| Способ получения биметаллических заготовок | 1975 |
|
SU558754A1 |
| Способ автоматической наплавки толкателей | 1989 |
|
SU1683932A1 |
