Известен способ цекования лри обработке плоскостей бобышек цековкой с резцамп, установленными на ее корпусе. Цековку во время обработки вращают в одну сторону, резцы жестко закрепляют на корпусе цековки. В результате различные участки режущих кромок резцов проходят разные по длине пути, а потому изнашиваются неравномерно.
Это снижает стойкость резцов и качество обработки.
Предложенный способ отличается от известного тем, что при цековании периодически реверсируют вращение цековки и при этом разворачивают резцы вокруг их осей таким образом, чтобы за четное количество периодов все участки режущих кромок резцов проходили равные по длине пути.
Это отличие повышает стойкость резцов цековки и качество обработки.
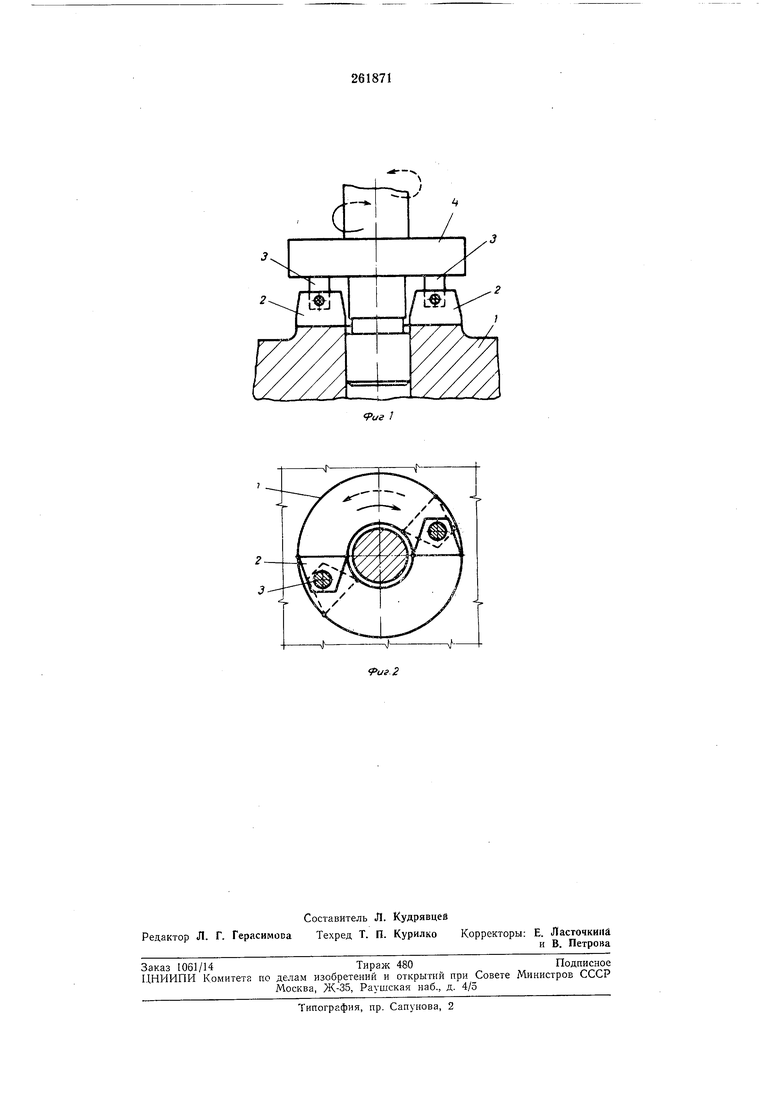
На фиг. 1 иоказана схема обработки по предложенному способу, вид спереди; на фиг. 2 - то же, вид в плане.
Заготовка / обрабатывается резца;ми 2, установленными с помощью осей 3 на корпусе
цековки 4. Во время обработки бобышек вращение цековки периодически реверсирую г. При этом разворачивают и резцы на осях. На фиг. 2 штриховыми линиями показаны новые положения резцов после реверса цековки.
Благодаря реверсу цековки и повороту резцов их различные участки режущих кромок проходят одинаковые по длине пути и, следовательно, изнашиваются равномерно.
Это повышает стойкость рез:цов цековки и
качество обработки.
Предмет изобретения
Способ цекования при обработке плоскостей бобышек цековкой с резца.ми, установленными на ее корпусе, отличающийся тем, что, с целью повышения стойкости резцов и качества обработки, при цековании периодически
реверсируют вращение цековки и при зто.м разворачивают резцы вокруг их осей так, чтобы за четное количество периодов все участки режущих кромок резцов проходили равные по длине пути.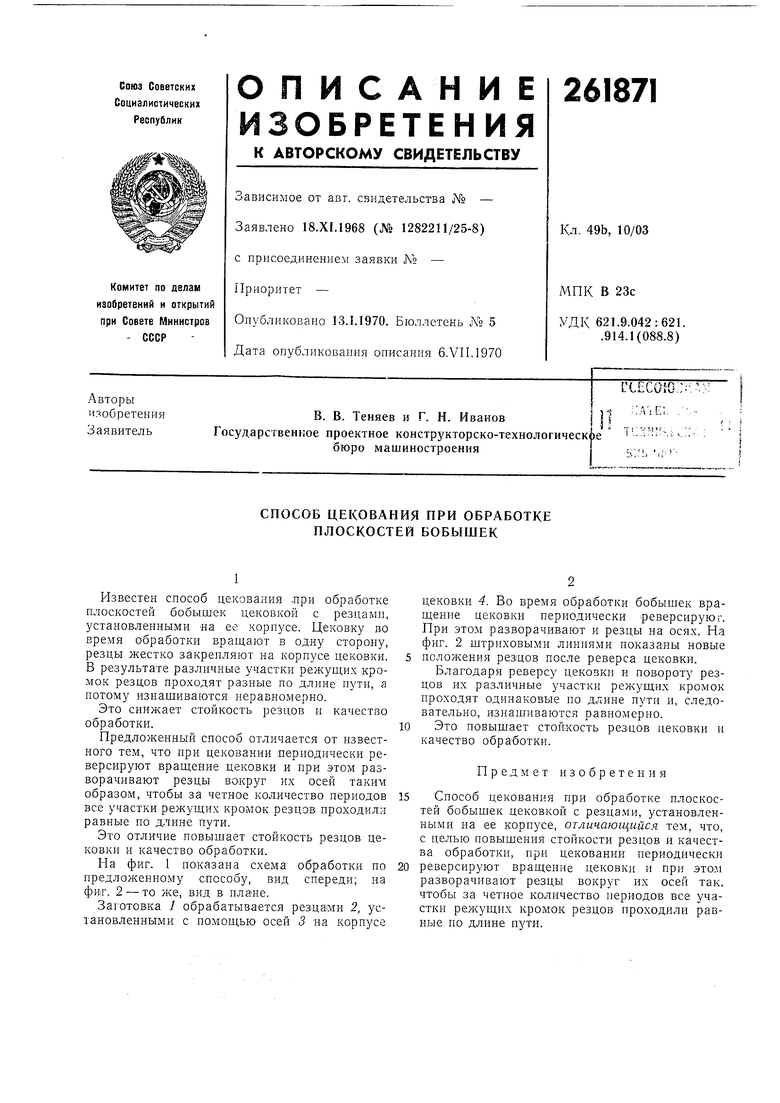
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЕ ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ С УЛУЧШЕННЫМ СОПРОТИВЛЕНИЕМ ЭРОЗИИ | 2017 |
|
RU2724680C2 |
| Зуборезная головка для нарезания конических колес с круговыми зубьями | 1990 |
|
SU1775247A1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| СПОСОБ КОМБИНИРОВАННОГО ПРОШИВАНИЯ ШКВОРНЕВЫХ ОТВЕРСТИЙ ПОВОРОТНОГО КУЛАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065341C1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2592649C2 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |