Известны устройства для изготовления литейных форм, содержащее пневматическую головку и приспособление для ее перемещения в двух взаимно перпендикулярных плоскостях.
Предлагаемое устройство отличается от известных тем, что пневматическая головка его снабжена двумя зажимными приспособлениями, обеспечивающими жесткую связь между головкой и модельно-опочиой о,сиасткой в процессе уплотнения смеси. Пр.ичем зажимное приспособление выполнено в виде эксцентрика, поворот которого осуществляется нневмоцилиндром.
Такое выполнение повышает производителькость.
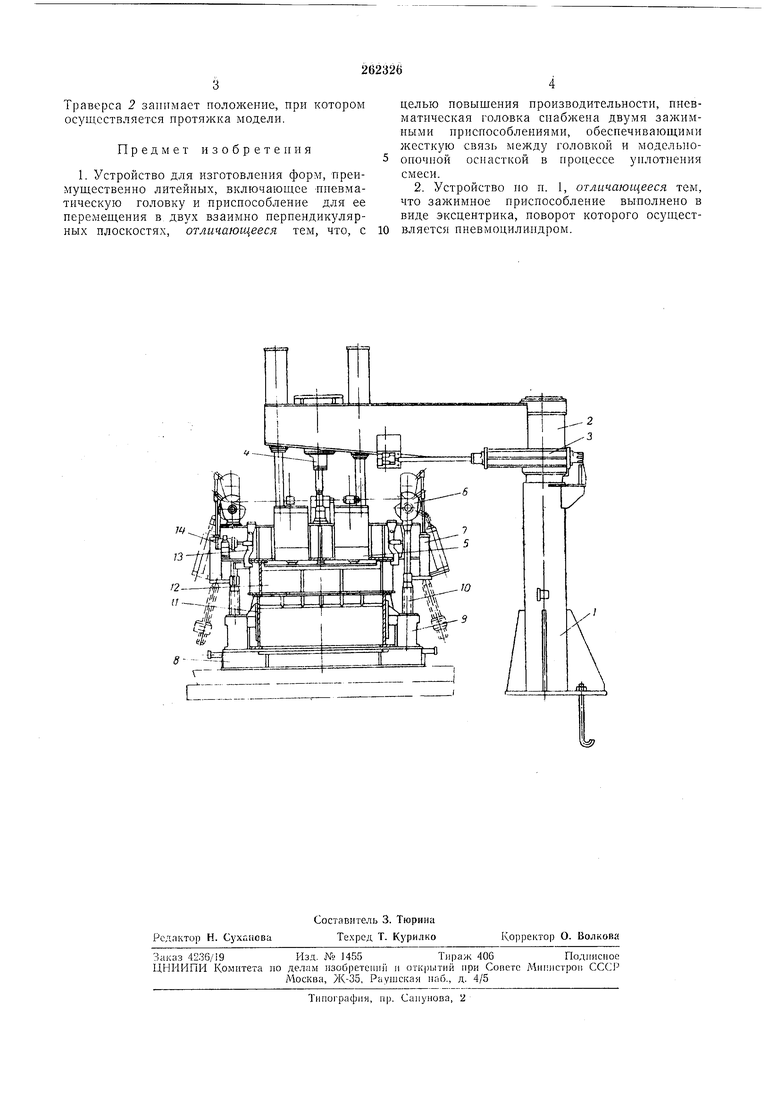
На чертеже изображено описываемое устройство.
Оно содержит колонну /, в верхней части которой укреплена траверса 2, поворачивающаяся на 90° при помощи пневмоцилиидра 3.
На траверсе 2 смонтирован пневмоцилиндр 4, на штоке которого подвешена пневматическая головка 5, выполненная в виде корпуса с крышкой и выпускным отверстием с клапаном.
Которые в момент прессования входят стяжные болты 10 эксцентриковых зажимов 6.
Устройство работает следующим образом.
На нодмодельную плиту 8 устанавливают опоку 11, а затем - наполнительную рамку 12 путем поворота траверсы 2 и освобождения рамки от крючковых захватов 13, емонтированных на корпусе головки 5 и перемещаемых пневмоцилиндрами 14.
Траверса 2 возвращается пневмоцилиндром 3 в исходное положение, после чего опоку 11 и наполнительную рамку 12 занолняют фор мовочной смесью, а траверсу 2 возвращают в положение, показанное на чертеже. Затем пневматическая головка 5 опускается на наполнительную рамку 12, и эксцентриковые зажимы 6 зажимают пневматическую головку 5 с модельно-опочной оснасткой. В головку нагнетается сжатый воздух высокого давления. Когда давление в головке достигнет необходимой величины, срабатывает клапан, и давлением сжатого воздуха уплотняется смесь в опоке 11.
В момент нанолнения головки 5 воздухом и уилотнения смеси крючковые захваты 13 удерживают наполнительную рамку 12. По окончании уплотнения смеси эксцентриковые зажимы 6 отсоединяют головку 5 от модельно-опочной оснастки, и пневмоцилиндр 4 поднимает головку и наполнительную рамку 12.
Траверса 2 занимает полол ение, при котором осуществляется протяжка модели.
Предмет изобретепия
1. Устройство для изготовления форм, преимущественно литейных, включающее пневматическую головку и приспособление для ее перемещения в двух взаимно перпендикулярных плоскостях, отличающееся тем, что, с
целью повыщения производительности, пневматическая головка снабжена двумя зажимными приспособлениями, обеспечивающими жесткую связь между головкой и модельноопочной оснасткой в нропессе уплотнения смеси.
2. Устройство по п. 1, отличающееся тем, что зажимное приспособление выполнено в виде эксцентрика, поворот которого осуществляется пневмоцилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| Трехпозиционный формовочный блок литейной линии | 1987 |
|
SU1685591A1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина | 1987 |
|
SU1452644A1 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Устройство для уплотнения формовочного материала | 1989 |
|
SU1766593A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Устройство для изготовления литейных форм | 1986 |
|
SU1411095A1 |
13
с:
