Фиг.1
Изобретение относится к литейному производству, в частности к изготовлению форм, и мо)сет быть использовано в прессовых формовочных машинах. Цепь изобретения - повышение производительности за счет упрощения переналадки формовочной машины.
На фиг.1 изображено устройство в исходном положении; на фиг.2 - узел I на фиг.1; на фиг.З - устройство в рабочем положении при прессовании.
Устройство содержит прессовый цилиндр с поршнем 1, на котором установлена полая -прессовая колодка 2 с замкнутыми по периметру полусферами 3, установленными коаксиально и имеющими отверстия 4, и запорными устройствами 5. Прессовая плита 6 с отверстиями 7 закреплена на полой прессовой колодке 2. Сжатьш воздух подводится в полую прессовую колодку 2 от источника сжатого воздуха (не показан) по трубопроводу 8. Запорное устройство 5 состоит из замкнутого по периметру кольцевого канала 9, полого упругого злемента 10 и стопорных колец 11. Воздух или жидкость под давлением подводится к устройствам 5 по трубопроводам 12. Модельно-опочная оснастка 13 состоит из модельной плиты 14 с моделями 15 и отверстиями 16, опоки 7 и наполнительной рамки 18.
Устройство работает следующим образом.
Опока 17 с наполнительной рамкой 18 устанавливается на модельную плиту 14 с моделями 15. Затем опока 17 с наполнительной рамкой 18 засыпается формово ной смесью 19. Св ерху наполнительная рамка 18 закрывается прессовой плитой 6. В зависимости от используемого модального комплекса выбирается соответствующая схема перекрытия полусферических каналов в полой прессовой колодке. В соответствии с этой схемой в процессе профилирования остаются открытыми одни каналы и закрытыми другие. Для этого воздух или жидкость под давлением подается в рабочую полость запорных устройств 5. Под действием давления упругие элементы 10 перекрывают полусферы 3, затем в прессовую колодку 2 через трубопровод 8 подается сжатый воздух, который по открытым каналам и отверстиям 7 прессовой плиты 6 поступает в полость над смесью, что обеспечивает профилирование поверх14П0952
ности формовочной смеси 19. Воздух удаляется из модельно-опочной оснастки 13 через отверстия 16 модельной плиты 14. После окончания или однот временно с процессом профилирования прессовая плита 6 опускается на высоту наполнительной рамки 18 и производится уплотнение формы,
jQ При смене модельного комплекта производится переналадка устройства. Выбирается другая схема перекрытия полусферических каналов в полой прессовой колодке, соответствующая кон15 фигурации применяемых моделей. В
процессе заполнения модельно-опочно- го комплекта формовочной смесью одни каналы открываются, другие закрываются в соответствии с выбранной схемой.
20 Это дает возможность проводить переналадку устройства без остановки формовочной машины - во время технологического цикла изготовления форм, в частности в момент заполнения модель25 но-опочной оснастки формовочной
смесью. При этом не требуется допол нительного времени на переналадку. Возможность переналадки устройства в процессе технологического цикла осо30 бенно необходима при частой смене модельного комплекта при переходе на другую номенклатуру отливок.
Переналадка устройства осуществляется за счет подачи воздуха или
зг жидкости под давлением по трубопроводам 12 в рабочую полость запорного устройства 5, Под действием давления упругий элемент 10 перекрьшает полусферу 3. Если каналы необходимо от40 крыть, то давление из рабочей полости запорного устройства сбрасывается. Величина давления в рабочей полости запорного устройства устанавливается большей, чем.в полой прессод5 вой колодке 2 в процессе профилиро-i вания поверхности формовочной смеси. Поэтому полусферы 3 остаются закрыты ми до тех пор, пока не прекратится подача воздуха или жи,цкости под давлением в рабочую полость„ При переналадке устройства не требуется дополнительных механизмов и приспособлений для съема и установки прессовой плиты, перестановки элементов перекрыс,- тия отверстий прессовой плиты, что упрощает переналадку устройства.
Предлагаемое устройство обеспечивает повышение производительности формовочной машины и упрощает ее пере50
наладку за счет вьшолнения операций .переналадки во время технологического цикла изготовления формы-заполнения модельно-опочной оснастки формовочной смесью без остановки машины и применения дополнительных механизмов и приспособлений для съема и установки прессовой плиты, перестановки перекрывающих элементов.
Формула изобретения
Устройство для изготовления литейных форм преимущественно для прессовых машин, содержащее Прессовый цилиндр с поршнем, на котором установ11095
лена полая прессовая колодка, полость которой сообщена с источником сжатого воздуха, а нижняя часть колодки имеет сквозные отверстия, отличающееся тем, что, с целью повьшения производительности за счет упрощения переналадки машины, оно снабжено коаксиально установленными
10 полусферами, закрепленными в полости прессовой колодки и имеющими отверстия, соосные центральной оси прессовой колодки, и запорными клапанами в виде полых упругих элементов, сооб15 щенных с источником сжатого воздуха и расположенных на соответствующих по периметру их отверстиях.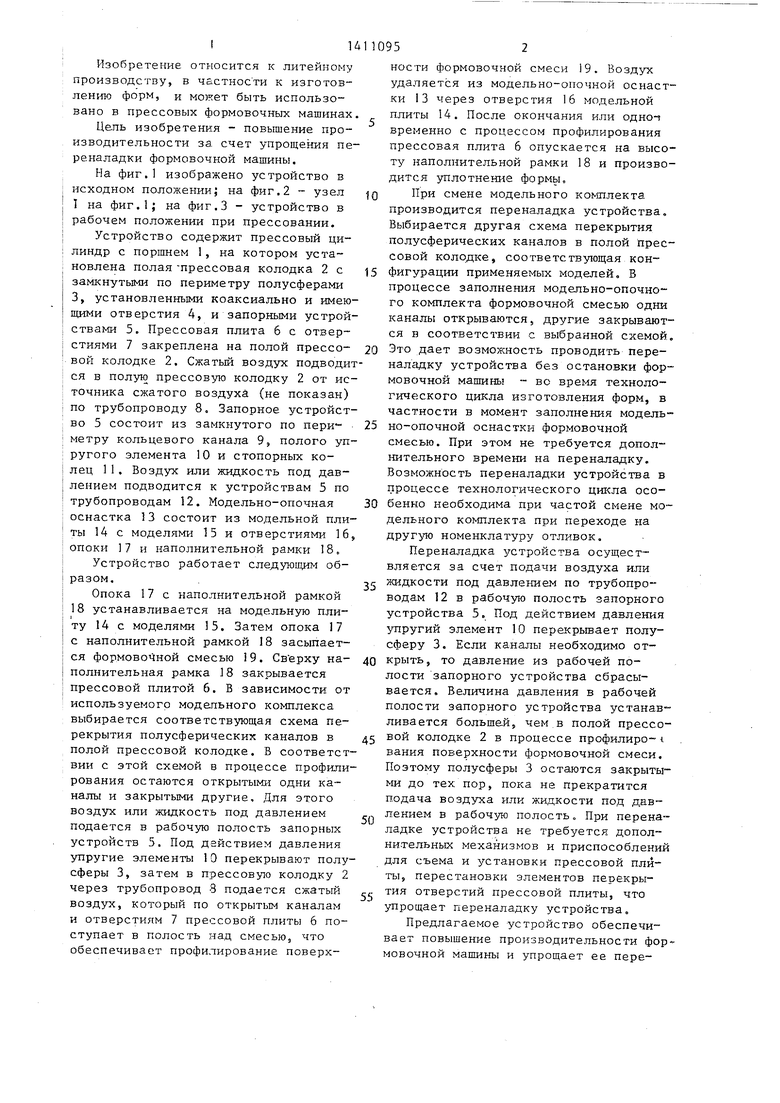

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Способ уплотнения формовочной смеси и устройство для его осуществления | 1988 |
|
SU1637937A1 |
Изобретение относится к литейному производству, в частности к изготовлению форм, и может быть использо- ваня в прессовых формовочных машинах. Цель изобретения - повышение производительности за счет упрощения переналадки машины. Формовочная машина содержит полую прессовую колодку 2, в которой коаксиально закреплены полусферы 3, имеющие отверстия 4, соосные с центральной осью колодки. Каждая полусфера имеет запорный кольцевой клапан 5 в виде полых упругих элементов, сообщенных с источником сжатого воздуха. 3 ил.
/;
Фиг. 2
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
