Известно устройство управления дозированием металла при литье под давлением, включающее датчик уровня металла, расположенный на металлогфоводе, соединенный с реле времени, у которого выдержка времени устанавливается постоянной.
В предлагаемом устройстве на металлопроводе расположены дополнительно датчики уровня, объем металла между ними равен требуемой дозе или кратен ей; датчики также подключены к реле времени, что обеспечивает точность дозирования.
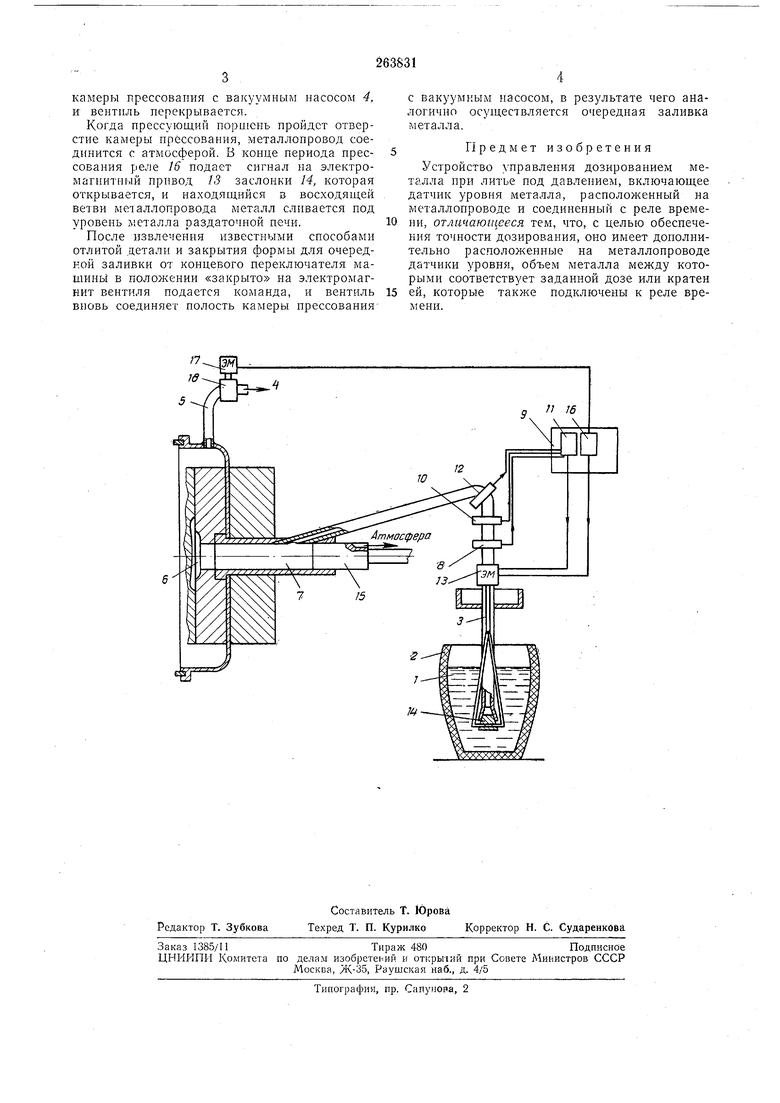
На чертеже представлена принципиальная схема предлагаемого дозирующего устройства.
Работа устройства заключается в следующем.
Металл 1, двигаясь из раздаточной печи 2 вверх по металлопроводу 3 под действием разрежения, создаваемого вакуумным насосом 4, через щтуцер 5, соединенный с полостью формы 6 и камеры прессования 7, заполняет нижний конец металлопровода до средней линии индуктивного датчика 8 за произвольный промежуток времени, который автоматикой дозатора не учитывается. Как только уровень металла достигает средней линии индуктивного датчика 8, включается блок автоматической установки выдержки времени заливки 9, и после того, как уровень металла достигает средней линии среднего индуктивяого
датчика 10, блок 9 выключается. В результате па тиратронном реле времени // этого блока устанавливается выдержка времени, равная времени заполнения объел1а металлонровода,
ограниченного нижним 8 и средним 10 индуктивными датчиками. Этот предварительно установленный объем равен объему заливаемой дозы металла или составляет кратную ей величину (в предлагаемом устройстве заданяый объем может составлять 1, /2 и /4 часть заливаемой дозы).
Когда уровень металла достигает верхнего индуктивного датчика 12, установленного вначале нисходящей ветви металлопровода, им подается сигнал на включение реле времени 11. По истечении времени установки выдержки первоначального прохода уровня металла от датчика 8 к датчику 10 реле времени подает сигнал па электромагнитный привод 13 заслонки 14, которая перекрывает нижний конец металлопровода, вследствие этого прекращается дальнейшая подача металла под действием всасывания, и находящийся в нисходящей ветви металлопровода металл самотеком сливается в камеру прессования мащины. С началом движения поршня 15 блок автоматической установки выдержки времени заливки 9 возврашается в исходное положение. Одновремеипо с этим подается сигнал на электрокамеры гфессования с вакуумным насосом 4, и вентиль нерекрывается.
Когда прессующий пори1ень пройдет отверстие камеры прессования, металлопровод соединится с атмосферой. В конце периода прессования реле 16 подает сигнал на электромагнитный привод 13 заслонки 14, которая открывается, и находящийся в восходящей ветви металлопровода металл сливается под уровень металла раздаточной печи.
После извлечения известными способами отлитой детали и закрытия формы для очередной заливки от концевого переключателя машинь в положо.нии «закрыто на электромагнит вентиля подается команда, и вентиль вновь соединяет полость камеры прессованияс вакуумным иасосом, в результате чего аналогично осуществляется очередная заливка металла.
Предмет изобретения
Устройство управления дозированием металла при литье под давлением, включающее датчик уровня металла, расположенный на металлопроводе и соединенный с реле времени, отличаюшееся тем, что, с целью обеспечения точности дозирования, оно имеет дополнительно расположенные на металлопроводе датчики уровня, объем металла между которыми соответствует заданной дозе или кратен ей, которые также подключены к реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1974 |
|
SU499044A1 |
| Устройство для дозирования жидкогоМЕТАллА | 1979 |
|
SU806253A1 |
| Установка для литья под низким давлением | 1973 |
|
SU445523A1 |
| Устройство для дозирования жидкого металла | 1982 |
|
SU1034834A1 |
| Устройство для вакуумирования жидкого металла | 1978 |
|
SU734295A1 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| Устройство для дегазации и дозирования жидкого металла | 1976 |
|
SU569383A1 |
| Устройство для питания вакуумного аппарата жидким металлом | 1980 |
|
SU899694A1 |
| Магнитодинамическая раздаточная печь | 1981 |
|
SU984667A1 |
