Изобретение относится к области производства пластма ссовых изделий.
Известны прессформы для изготовления кольцевы.х .изделий из пластмасс, содержащие кольцевую матрицу с кольцевой загрузочной камерой большего по сравнению с оформляющей частью матрицы диаметра и прессующий пуансон. :При изготовлении изделий без облоя пуансон выполняют с режущей кромкой, высота которой 0,5-1 мм.
Однако такие прессформы пригодны для безоблойного прессования изделий из цорошковых матер.иалов, а при изготовлении изделий из волокнистого материала в известных прессформах не обеспечивается отсекание облоя из-за недостаточной высоты отсекающей части пуапсона и большой толщины облоя.
Целью изобретения является безоблойное прессование изделий из волокнистого матер.иала.
Это достигается тем, что пуансов еьшолнен из двух подвижных в осевом нанравлении одна относительно другой концентричных частей, снабженных убирающимися распорными планкамп, обеспечивающими необходимое положение обеих частей пуансона одна относительно другой в процессе прессования и обрезки облоя.
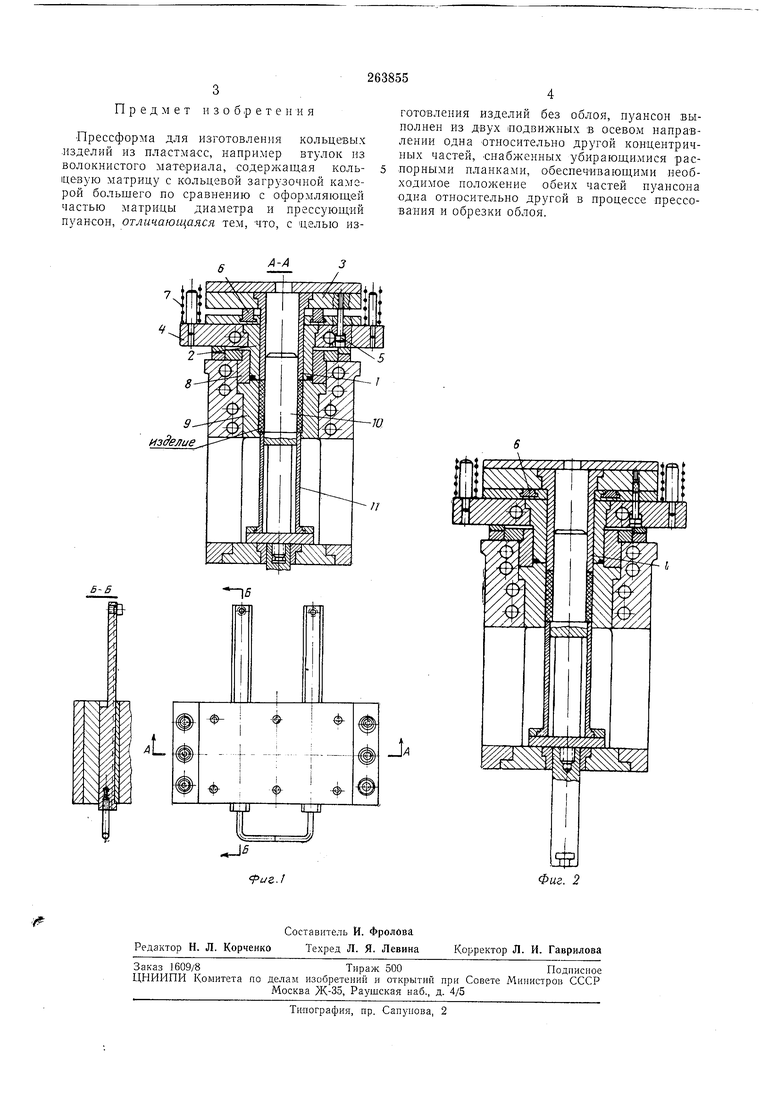
Прессформа содержит пуансон, .состоящий из двух нодвижных в осевом направлении одна относительно другой концентричных частей / и 2, которые соответственно закреплены
в плитах 3 и 4, винты 5, скрепляющие плиты 3 и 4, распорные Планки 6, размещенные между плитами, пружины 7, загрузочную камеру 8, матрицу 9, центральный формующий стер епь 10 и выталкивающую втулку 11.
Стержень 10 имеет надежную фиксацию внизу в матрице 9 и выталкивающей втулке П, а вверху - в пуансоне, что обеспечивает концентричность внутренней и наружной поВерхностей изделия.
Прессформа работает следующим образом.
Материал помещают в загрузочную камеру прессформы, носле чего ходом ползуна пресса
вниз пуапсон прессует :материал в оформляющую часть матри.цы, представляющую .собой кольцевую полость, образованную стенками матрицы и центральным формующим стержнем. После окончания прессования производится подпрессовка. В момент подъема ползуна вверх на 10-20 мм распорные планки выдвигаются вперед, затем - -ползун пресса двигается впиз, цлиты 3 и 4 смыкаются, и внутренняя часть 2 пуапсопа обрезает гори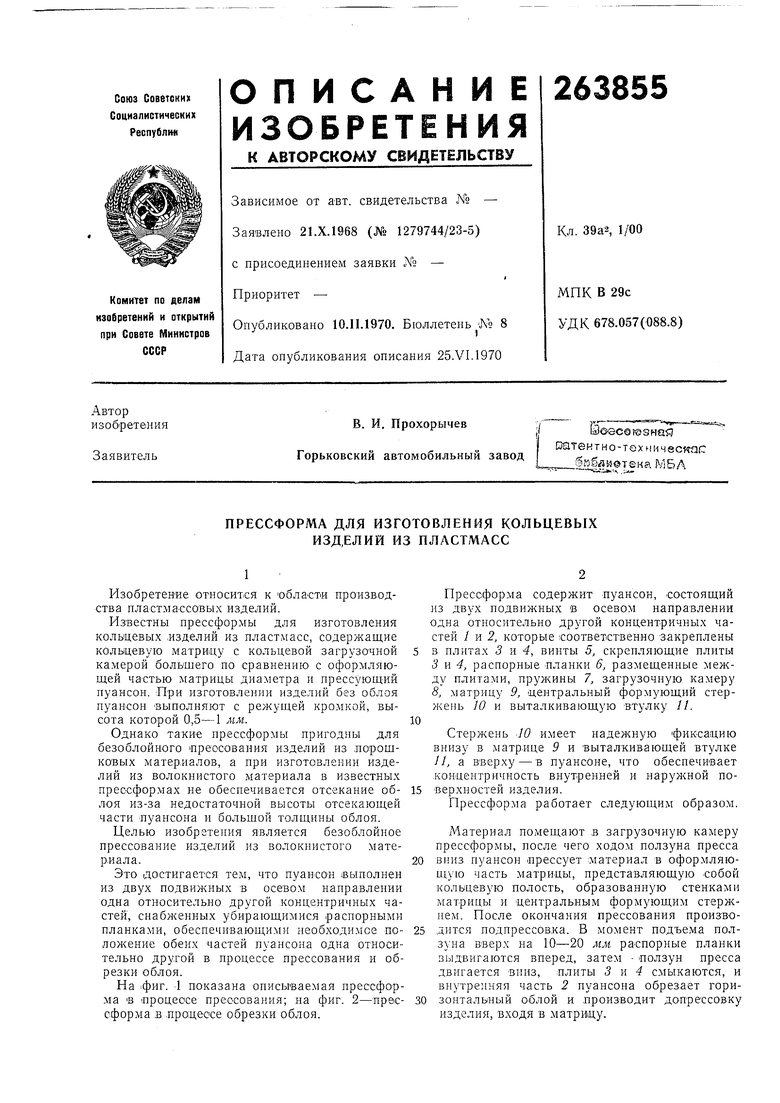
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Стационарная пресс-форма для изготовления изделий из реактопластов | 1990 |
|
SU1810289A1 |
| Прессформа для изготовления кольцевых изделий из реактопластов | 1983 |
|
SU1113260A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1970 |
|
SU275356A1 |
| Устройство для отрыва прессостатка от центрального литника | 1975 |
|
SU549251A1 |
| Пресс-форма прямого прессования изделий из полимерных материалов | 1980 |
|
SU939225A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Пресс-форма для изготовления цилиндрических стержней из полимеров | 1977 |
|
SU654427A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |