Известен .способ сборки сердечников полюсов крупных электрических машин путем набора листов иа сборочной плите с последующим обжатием на прессующем механизме, одновременно осаживающем концы стягивающих сердечник шпилек или заклепок, и выравнивания сердечника в двух взаимно лерлендикулярныл направлениях при помощи планок с приводом.
Недостатком известного способа является затрата больщого физического труда при перемещении вручную- сердечников на позицию сборки.
По предлагаемому способу с целью облегчения условий труда стальные листы набирают в пакет, рихтуют по боковой стороне и одной из сторон козырька, после чего производят опрессовку сердечника через олорные планки прессующего мехализма, центр давления которых расположен выще центра тяжести сердечника.
Затем в отверстия сердечника вставляют стягивающие шпильки и устанавливают сердечник козырьком на подвижную плиту прессующего механизма, перемещают плиту с сердечником на рабочую позицию, устанавливают с боков сердечника лланки с приводом, производят сжатие сердечника и прижатие его к плите, после чего лроизводят опрессовку сердечника через опорные планки прессующего .механизма, .центр давления которых расположен выше центра тяжести сердечника.
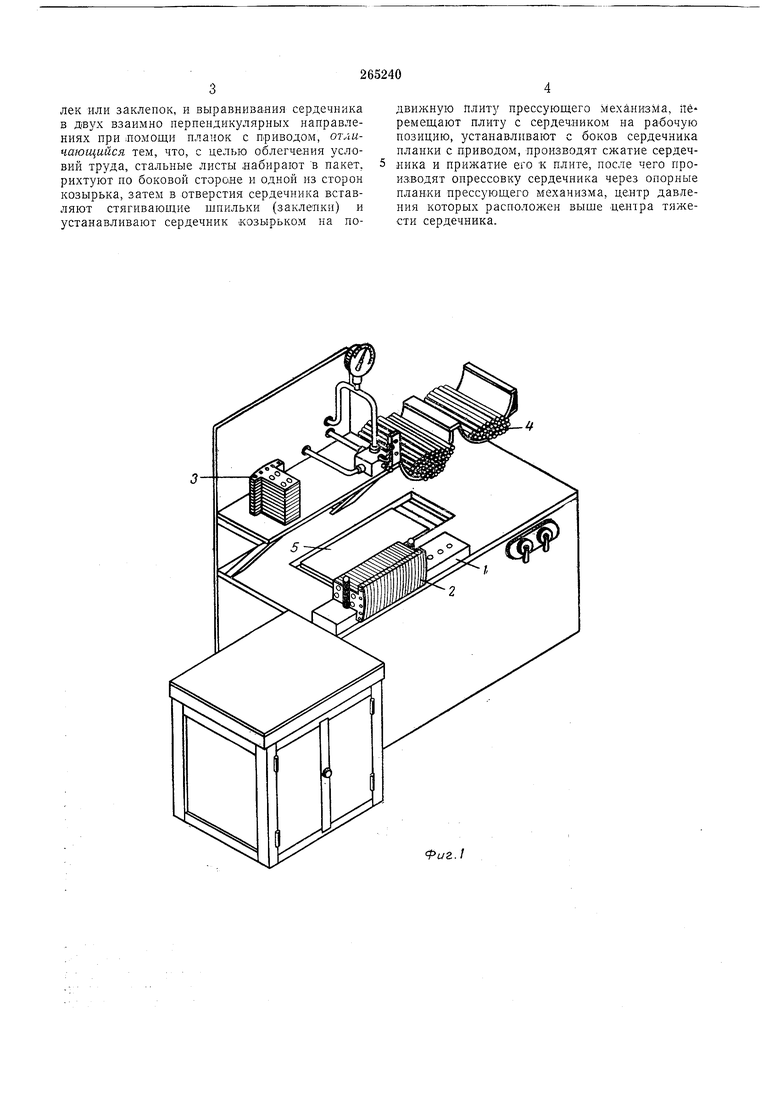
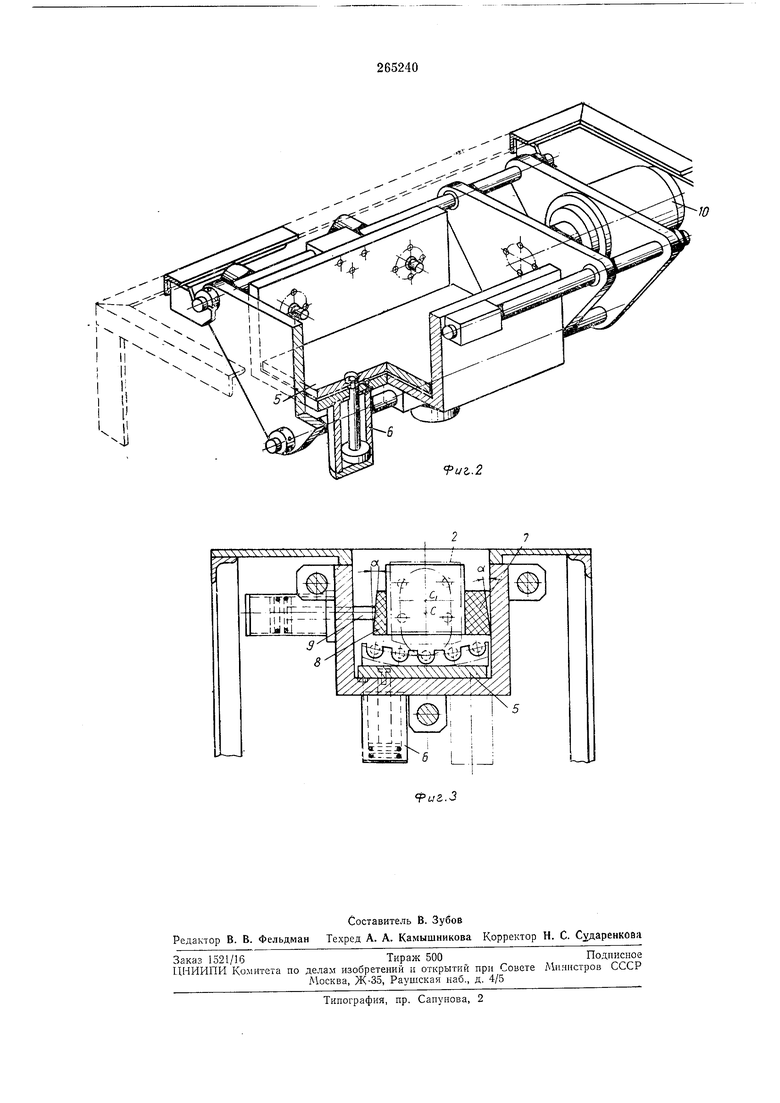
На фиг. 1 показан пример устройства для осуществления описываемого способа; на фиг. 2 - рабочая часть пресекающего механизма; на фиг. 3 - поперечный разрез прессующего механизма.
На неподвижной плите 1 .производят сборку -пакета 2 сердечника из занаса листов 3, рихтуя по боковой стороне и одной из сторон козырька.
В отверстия пакета 2 сердечника вставляют стягивающие шпильки 4 и устанавливают его козырьком вниз на подвижную плигу 5 прессующего мехаиизма, .после чего плиту опускают при помощи привода 6 (см. фиг. 2) на рабочую позицию.
Затем устанавливают с боков пакета 2 (см. фиг. 3) планки 7 и S с приводом 9, которые благодаря наклонным (под углом а) поверхностям обеспечивают выравнивание сердечника и поджатие его к подвижной плите 5. Потом производят опрессовку пакета сердечника приводом 10 (см. фиг. 2) через олорные планки прессующего механизма, центр давления которых Ci расположен выше центра тяжести С пакета сердечника.
Предмет изобретения
Способ сборки сердечников полюсов электрических машин путем набора листов на сборочисй плите с последующим обжатием на прессующем механизме, одновременно осаживающем концы стягивающих сердечник шпилек или заклепок, и выравнивааия сердечника в двух взаимно перпендикулярных направлениях при ломощи планок с п-риводом, отличающийся тем, что, с целью облегчения условий труда, стальные листы .набирают в иакет, рихтуют по боковой стороне и одной из сторон козырька, затем в отверстия сердечника вставляют стягивающие шпильки (заклепки) и устанавливают сердечник козырьком на подвижную плиту прессующего Механизма, Перемещают плиту с сердечником на рабочую позицию, устанавливают с боков сердечника планки с приводом, производят сжатие сердечника и прижатие его к плите, после чего производят опрессовку сердечника через опорные планки прессующего механизма, центр давления которых расположен выще дентра тяжести сердечника.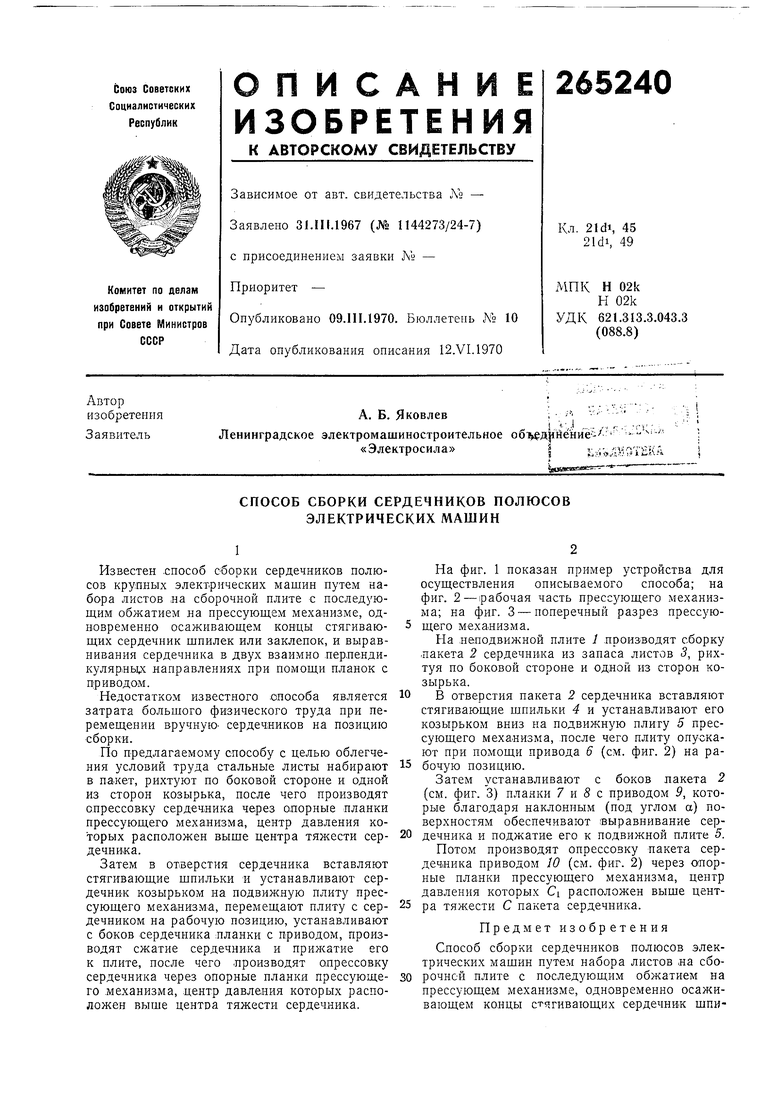
| название | год | авторы | номер документа |
|---|---|---|---|
| Полюс ротора синхронного генератора | 1986 |
|
SU1363380A1 |
| Способ сборки сердечника статора вертикальной электрической машины | 1985 |
|
SU1410198A1 |
| Статор электрической машины | 1979 |
|
SU832649A1 |
| Гидравлический пресс для опрессовки сердечников статоров гидрогенераторов | 1976 |
|
SU614502A1 |
| Устройство для опрессовки и скрепления пакетов магнитопроводов | 1980 |
|
SU959218A1 |
| Статор гидрогенератора | 1990 |
|
SU1781771A1 |
| СПОСОБ СБОРКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2381611C2 |
| Гидравлический пресс для опрессовки секции активной стали статоров мощных гидрогенераторов | 1960 |
|
SU137170A1 |
| Способ подпрессовки сердечника статора турбогенератора | 1976 |
|
SU764051A1 |
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
Риг. /
