Известны шлИ|фовальные бабм ВМутритйрцашлифовальных станков, несущие шпиндель и механизм торцевой -компенсации, перемещаемые продольно между механизмом торцевой Компенсации с одной стороны и упором, на котором производится торцевая правка, с другой.
Предложенная ба-бка снабжена рьмагом. Который, отрываясь от Механизма торцевой подачи, осуществляет осцилляцию шлифовального круга, соприкасаясь с винтом механизма торцевой компенсации, при постоянной амплитуде независимо от торцевого износа круга, а упор торцевой правки, осуществляющий и регулировку изделия ло торцу, выполнен в виде тонкорегулируемого винта, установленного на корпусе бабки.
Этим упрощается конструкция станка и нроисходит ужесточение прибора торцевой правки.
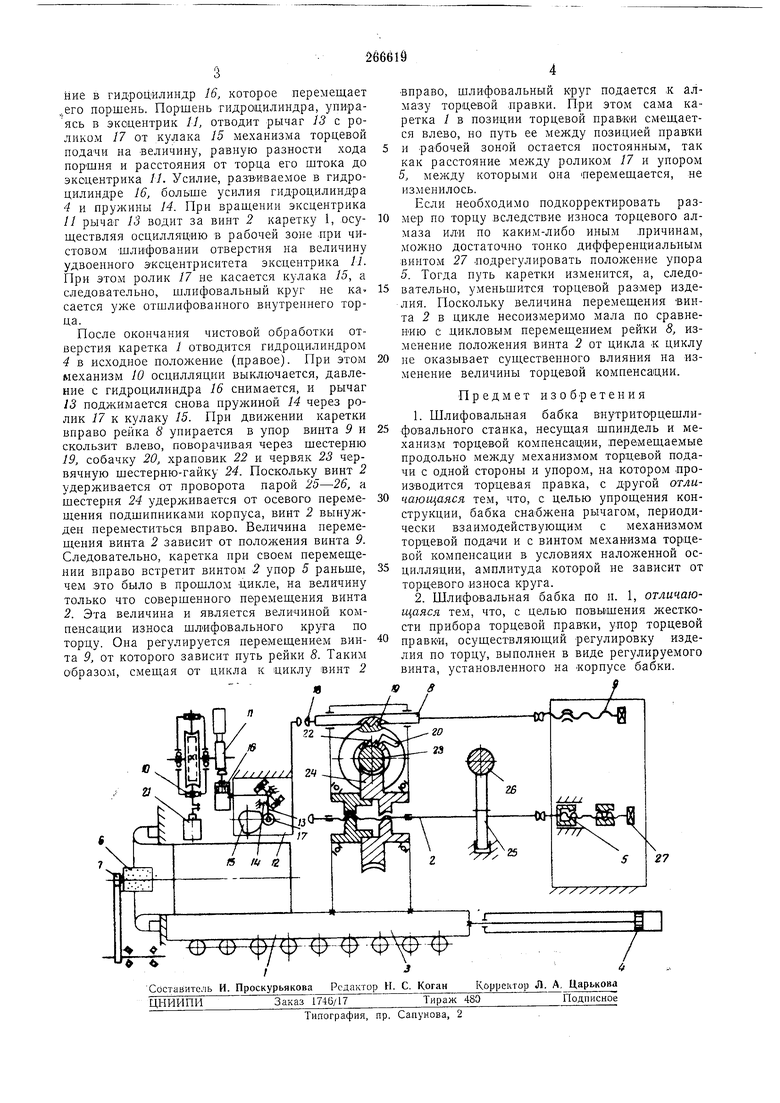
На чертеже дана .кинематическая схема предлагаемой бабки.
В исходном (правом) положении каретки 1 винт 2 механизма 3 торцевой компенсации поджимается гидроцилиндром 4 к упору 5 торцевой .правки. В этом -фиксированном положении происходит правка шлифовального круга 6 по торцу прибором 7 торцевой правки. Рейка 8 механизма торцевой компенсации упирается в винт 9. Механизм 10 осцилляции еыключен, причем эксцентрик // расположен произвольно. Механизм 12 торцевой подачи взведен в исходное .положение. Рычаг 13 поджимается пружиной 14 к кулаку 15 механизма торцевой подачи. Давление в гидроцилиндре 16 отсутствует.
После загрузки нового изделия и окончания торцевой правки дается команда на перемещение каретки } гидроцилиндром 4 в рабочую зону. Каретка быстро перемегцается влево и, тормозясь, касается винтом 2 ролика 17. При этом рейка 8, упираясь в упор 18, перемещается вправо и взводит через шестерню 19 сОбачку 20 в исходное положение. Включается механизм 12 торцевой нодачи, и кулак 15, вращаясь, позволяет благодаря сбегающей архимедовой спирали и постоянному поджиму давлением гидроцилиндра 4 осуществлять торцевое щлифование изделия одновременно с черновым щлифованием отверстия врезанием, которое производится поперечным перемещением либо бабки изделия, либо шлифовальной бабки.
После окончания полной торцевой обработки черновой обработки отверстия механизм торцевой подачи взводится в исходное положение. Каретка 1 перемещается вправо за алмаз периферийной правки и затем после радиальной компенсации медленно движется влево, осуществляя периферийную правку После правки включается электродвигатель 21 механизма осцилляции и подается давле
| название | год | авторы | номер документа |
|---|---|---|---|
| БАБКА ИЗДЕЛИЯ ВНУТРИТОРЦЕШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU258053A1 |
| УСТРОЙСТВО РАДИАЛЬНОЙ ПОДАЧИ БАБКИ ИЗДЕЛИЯ | 1969 |
|
SU253612A1 |
| ДВУСТОРОННИЙ ПЛОСКОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1971 |
|
SU295655A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНОГО КРУГА | 1972 |
|
SU342741A1 |
| УСТРОЙСТВО для осцилляции КАРЕТКИ ШЛИФОВАЛЬНОГО КРУГА | 1969 |
|
SU246350A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100182C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
