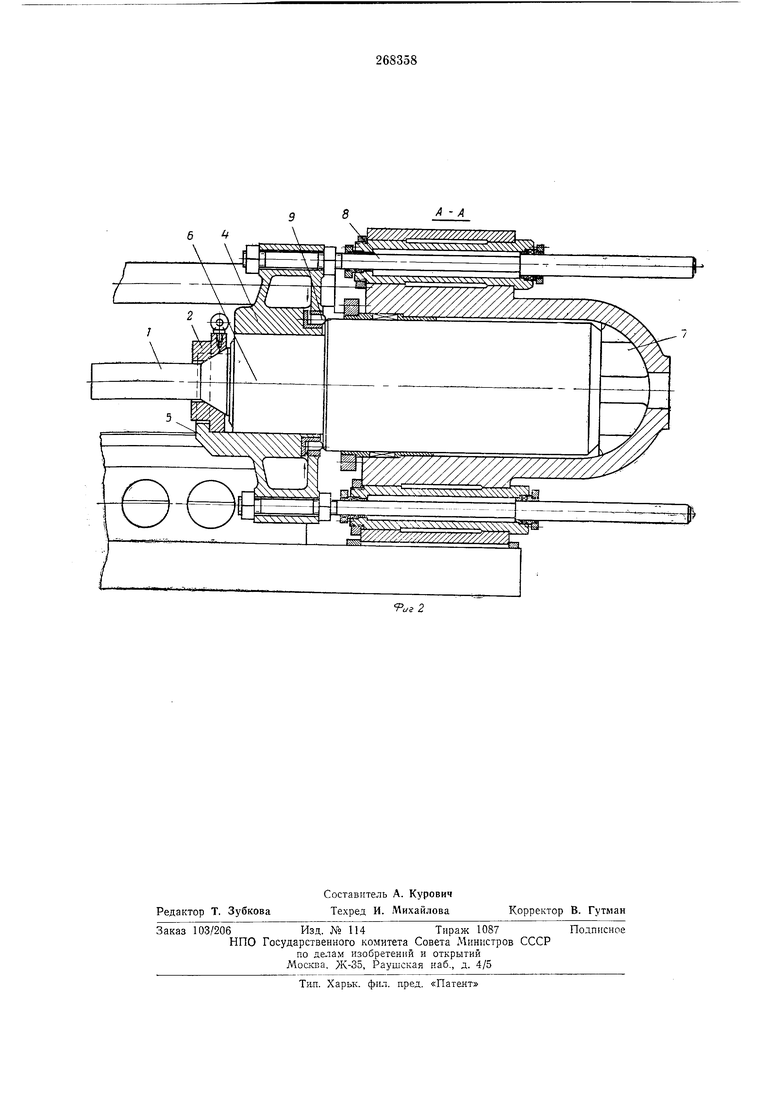
Устройство относится к области прессования металлов на горизонтальных трубопрофильных прессах. Известны устройства, где крепление, прессштемпеля в прессующей траверсе осуществляется либо прижимным фланцем и болтами, либо затзорали и винтами с пружинами, либо специальными гидроцилинярами. Во всех случаях прессующая траверса жестко крепится к плунжеру цилиндра. В таких устройствах много времени уходило на смену нресс-щтемпеля, а крепление затворами и винтами с нружннами, позволяющее ускорить смену пресс-щтемнеля, было громоздко и сложно, а также увеличивало длину пресса и соответственно его вес. Устройство крепления пресс-щтемпеля специальными г} дроцилиндрами недостаточно надеж.но и требует тщательного обслуживания. С целью упрона.ения конструкции и -ювышения ее надежности в предлагаемом устройстве на внутренней поверхности прессующей траверсы со стороны крепления пресс-щтсмпеля выполнен подковообразный выступ, воздействуюпщй на опорное кольцо при перемещении траверсы, при этом главный плунжер свободно установлен в отверстии траверсы. фиг. 2 - ирессующая тра.верса пресса с закрепленным нресс-щтемпелем в продольном разрезе. Пресс-щтемпель / вместе с опорным кольцо.м 2 расположены в подковообразном пазу 3 прессующей траверсы 4 и выступом 5 прижимаются к торцу главного -плунжера 6. Усилие прижима при работе пресса создается главным и возвратными цилиндрами 7 и 8. В прессующую траверсу встроены отжимные цилиндры 9. В случае отсутствня давления в цилиндрах пресса пресс-щтемнель и опорное кольцо остаются зажатыми между плунжером 6 главного цилиндра 7 и выступом 5 подковообразного паза прессующей траверсы, так каК трение покоя в манжетах главного и возвратных цилиндров, а также в опорных бащмаках рессующей траверсы настолько велико, что силы, создаваемые весом пресс-щтемпеля, не могут отодв:.1нуть прессующую траверсу от плунжера главного цилиндра и нарушить геометрическое положенпе пресс-щтемлеля. Для смены пресс-штемпеля снимают давление из главного и воззратных цилиндров, затем отжимными цилиндралт 9, встроенными в прессующую траверсу, отжимают плунжер главного цилиндра и освобождают прессщтемпель. Далее пресс-щтемпель с опорным
кольцом с помощью крана движения вверх выводится из паза .прессующей траверсы.
Установка другого пресс-штемпеля осуществляется в обратной последовательности.
Предлагаемое устройство может найти применение в .прессах для прессования трубопрофильных изделий.
Формула изобретения
Устройство для .крепления пресс-штемпеля горизонтального труболрофильного пресса s
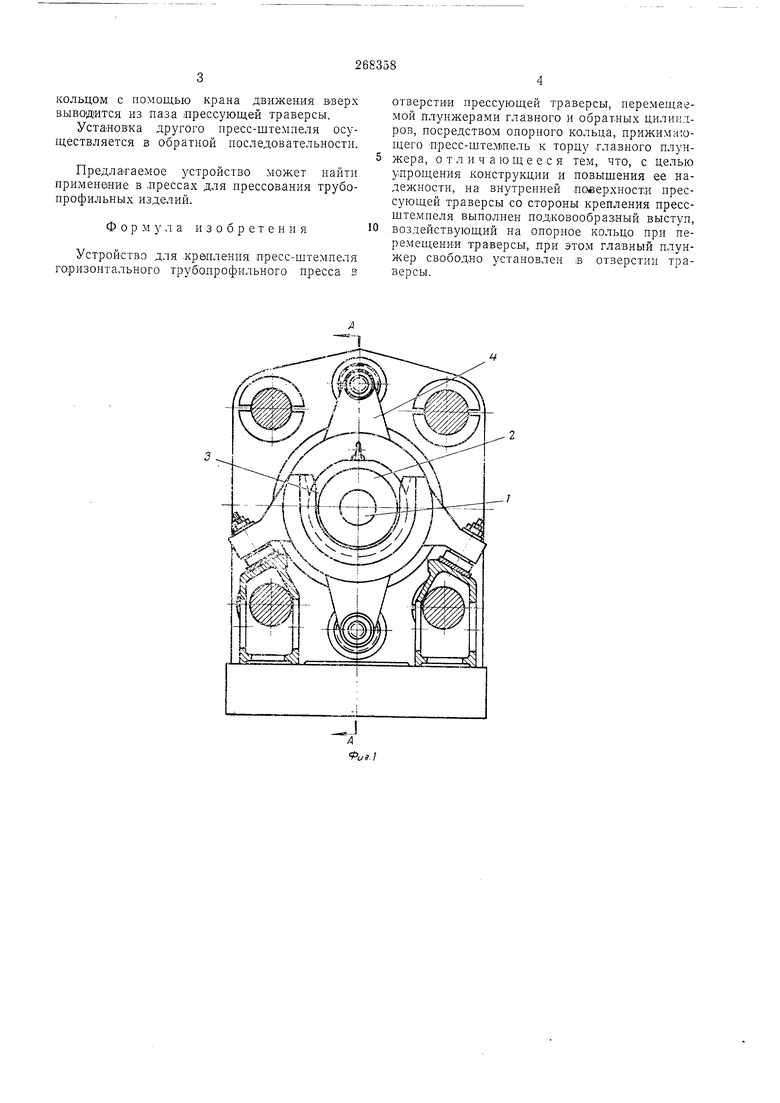
отверстии прессующей траверсы, перемещаемой плунжерами главного и обратных цилиндров, посредством онорпого кольца, прижимающего цресс-щтемтель к торцу гла.вного плунжера, отличающееся тем, что, с целью упрощения конструкции и повыщения ее надежности, па внутренней поверхности прессующей траверсы со стороны крепления прессштемпеля выполнен подковообразный выступ, воздейств.ующий на опорное кольцо при перемещении траверсы, при этом главный плунжер свободно установлен в отверстии траверсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический трубопрофильный пресс | 1973 |
|
SU474373A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Матричный узел для обратного экструдирования | 1976 |
|
SU664705A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| УСТРОЙСТВО для КРЕПЛЕНИЯ ПРЕСС-ШТЕМПЕЛЯ | 1973 |
|
SU382450A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРУТКОВОПРОФИЛЬНЫЙ ПРЕСС | 2003 |
|
RU2256520C1 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |