Изобретение относится к оборудованию для клепки.
Известны клепальные станки, содержащие станину с консолью и столом, иустановленный в консоли вращающийся щпиндель с оправкой, перемещаемый возвратно-поступательно посредством рычажного устройства, управляемого от педали. Однако такие станки малопроизводительны ввиду небольшой скорости перемещения шпинделя.
Предлагаемый отличается от известных тем, что он снабжен силовым цилиндром с шарикоподшипниками для направления перемещения щтока, выполненного полым, внутри которого расположен шпиндель, а на столе размещены ползун, служащий для установки склепываемого узла, и выталкиватель с приводом от смонтированного на станине копира.
Такое выполнение станка позволяет увеличить производительность и повысить срок службы.
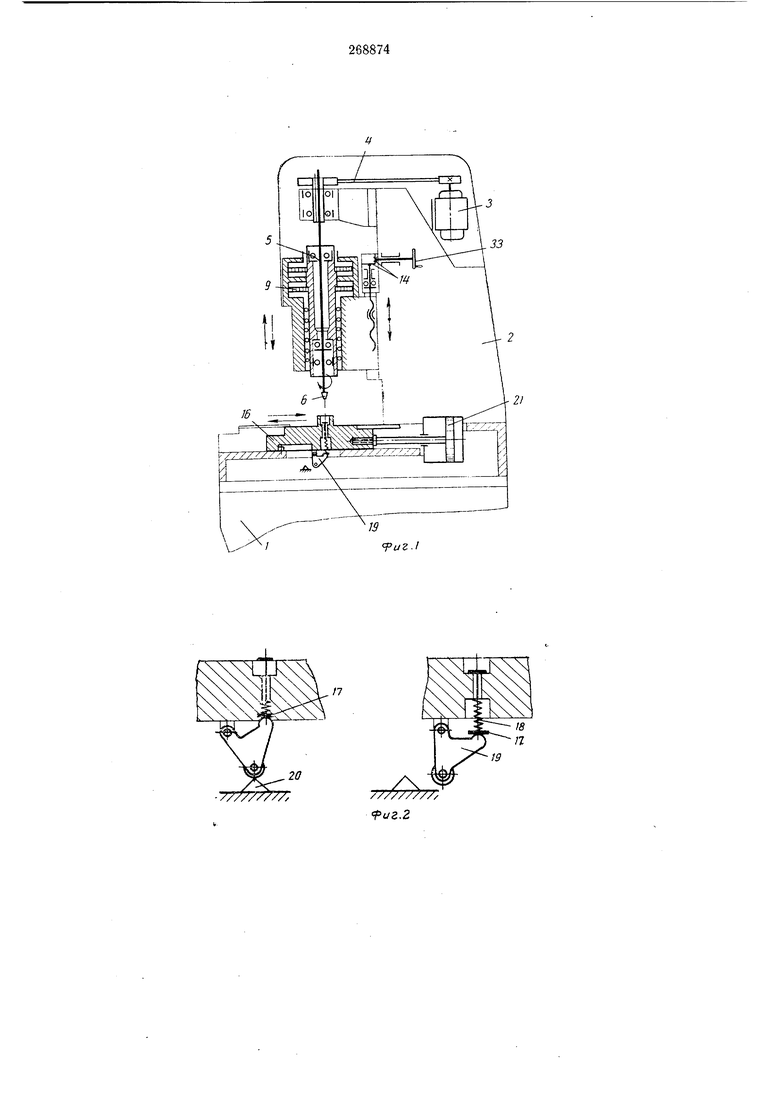
На фиг. 1 показана кинематическая схема описываемого станка; на фиг. 2 - выталкиватель деталей; на фиг. 3 - шпиндель со сдвоенным пневмопилиндром; на фиг. 4 - пневматическая схема станка.
На станине / в верхней стойке 2 смонтирован электродвигатель 3, нередающий через ременную передачу 4 вращение на шпиндель 5.
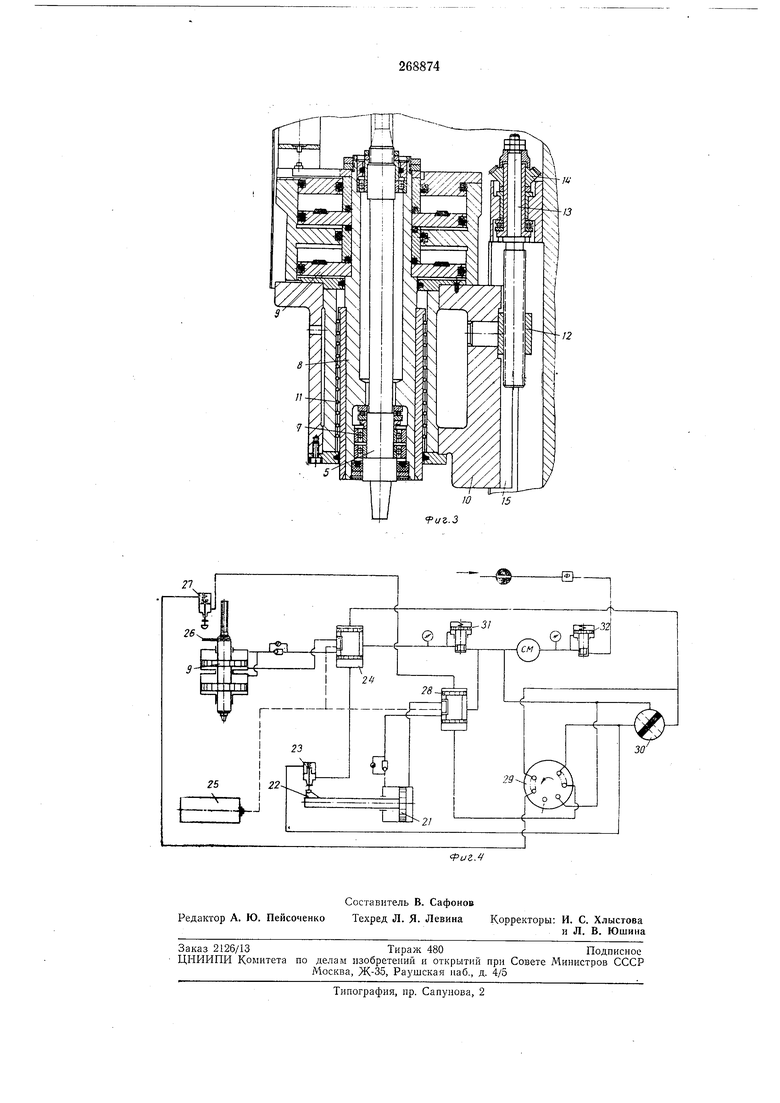
Шпиндельный узел состоит из щпинделя 5 с клепальной головкой б, осуществляющих процесс клепки. Шпиндель удерживается подшипниками качения 7 в пиноли 8. Вертикальное движение шпинделя с пинолью осуществляется пиевмоцилиндром 9, смонтированным в консоли 10, поршни которого крепятся на пиноли. Для легкости и плавности вертикального хода пиноли, а также для повышения долговечности в консоли помещеиа многорядная батарея шариковой направляющей 11. Консоль связана со стойкой 2 станка скользящими направляющил и (на чертеже не иоказаны) и жестко соединена ,с гайкой 12, служащей для вертикального перемещения шпиндельного узла во время настройки.
Узел настройки предназначен для настройки шпинделя 5 в рабочую позицию, т. е. на определенное расстояние клепальной головки 6 относительно матрицы ползуна, и состоит из винта 13, конической передачи 14, смонтированной в стойке 2 станины, и направляющих 15.
В ползуне 16 помещен выталкиватель 17 с пружиной 18 и трехколенчатым рычагом 19, нредиазначенным для выталкивания детали из матрицы ползуна после окончания процесса
клепки. Рычаг 19 своим роликом в нижнем колене взаимодействует с упором 20, установленным на станине.
Пневмоцилиндр 21 осуществляет горизонтальное движение ползуна и упором 22 - переключение клапана 23 воздухораспределителя 24. Через воздухораспределитель 24 осуществляется доступ воздуха к пнев.моцилипдру 21. Глущитель 25 поглощает пиум воздуха, выходящего из цилиндров. Упор 26 закреплен на пиноли 8 шпинделя для переключения клапана 27 воздухораспределителя 28. Кран переключения 29 стопорит ползун в рабочем положении при настройке станка и клепке деталей, не требующих автоматического съема. Кроме того, при переключении на подачу воздуха кран 29 переключает педаль 30 к пневмосистеме, которая переключает подачу воздуха к пневмоцилипдрам 21 и 9.
Регулятор 31 служит для дополнительной регулировки усилия па шпинделе, необходимого для клепки, регулятор давления 32 - для регулирования рабочего давления воздуха в трубопроводах пневмоаппаратуры. Рукоятка 33 необходима для настройки при вертикальном перемещении консоли.
Станок работает следующим образом.
Возвратно-поступательное движение ползуна 16 осуществляется от пневмоцилиндра 21. При нажатии педали 30 воздух поступает в воздухораспределитель 28, золотник которого, перемещаясь, открывает доступ воздуха в левую полость пневмоцилиндра 21, и поршень перемещается вправо. Жестко связанный со щтоком пневмоцилиндра 21 ползун 16 перемещается также вправо, и деталь, находящаяся в гнезде подставки ползуна, устанавливается в рабочую позицию, т. е. против клепальной головки шпинделя 5.
При движении поршня пневмоцилиндра 21 вправо упор 22, установленный на штоке, в конце хода включает кланан 23, и воздух поступает в воздухораспределитель 24, золотник которого перемещается и открывает доступ воздуха в верхние полости спаренного пневмоцилиндра Р.
Шпиндель 5, жестко связанный с поршнями, движется вниз. Происходят подача клепальной головки вертикально вниз и процесс клепки.
При клепке узлов, не требующих строгой фиксации и выталкивания, ползун 16 за счет пневмокрана 29 стопорится в рабочем положении под щпинделем, что является также удобным при первоначальпой настройке станка.
После осуществления процесса клепки педаль 30 возвращается в исходное положение, воздух поступает в противоположную полость воздухораспределителя 24, золотник которого,
пере.мещаясь, открывает доступ воздуха в нижнюю полость пневмоцилиндра 9.
В конце хода вверх упор 26, жестко связанный со щтоком пневмоцилиндра 9, включает клапап 27, открывающий доступ воздуха к
воздухораспределителю 28, золотник которого, перемещаясь, открывает доступ воздуха в правую полость пневмоцилиндра 21. Порщень пневмоцилиндра 21 вместе с ползуном возвращается в исходное левое положение для загрузки очередной детали (узла).
При движении нолзуна 16 влево рычаг 19, жестко связанный с ползуном роликом, распололсенным в нижнем колене, наезжает на упор 20, установленный на станине, и, поворачиваясь на оси, своим средним коленом давит на выталкиватель 17 вертикально вверх. Происходят процесс выталкивания склепанной детали из гнезда подставки и очередная загрузка детали.
Рабочий цикл повторяется.
Полный цикл клепки происходит от одного нажатия педали 30. Пневматическая схема станка выполнена по принципу последовательной работы всех механизмов при давлеНИИ воздуха в сети 4-6 атм.
Предмет изобретения
Клепальный станок, содержащий станину с консолью и столом и установленный в консоли вращающийся шпиндель с оправкой, отличающийся тем, что, с целью увеличения произво дительности и повьпнення срока службы, он снабжен силовым цилиндром с шарикоподшинниками для направления перемещения штока, выполненного полым, внутри которого раеположен шпиндель, а на столе размещены ползун, служащий для .установки склепываемого узла, и выталкиватель с приводом от смонтированного на станине копира.
Чиг.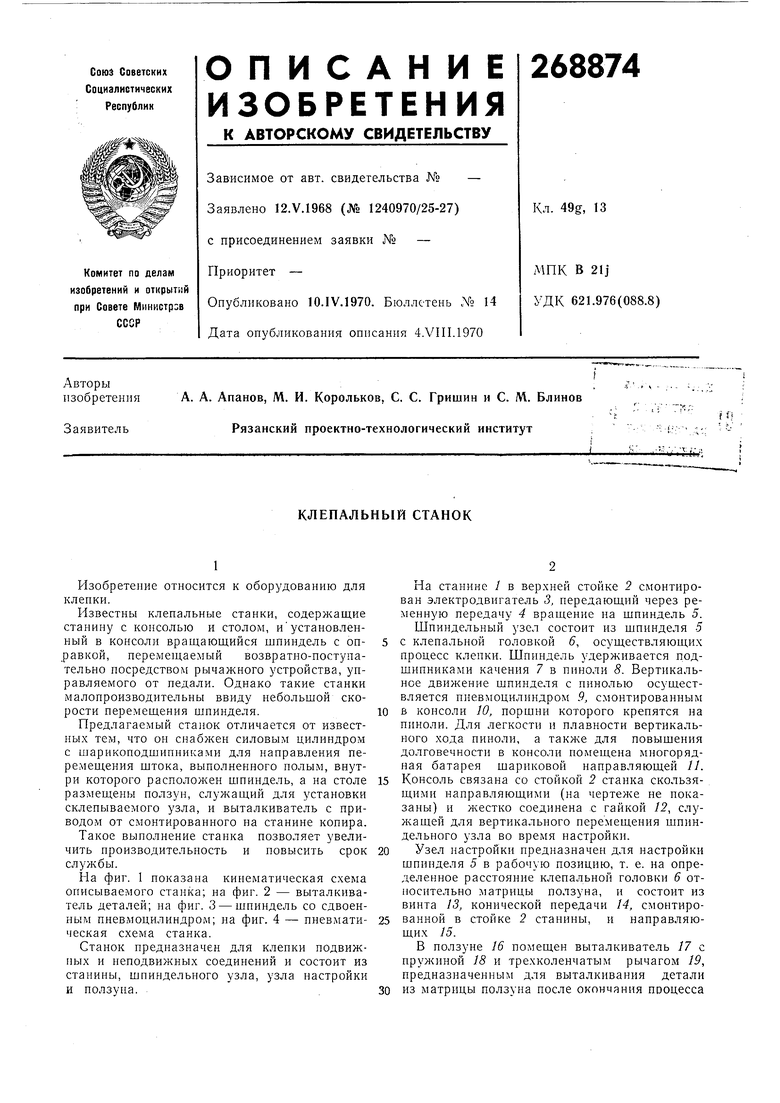
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КЛЕПКИ полых ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU393019A1 |
| Клепальный пресс | 1989 |
|
SU1620198A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Клепальная установка | 1979 |
|
SU837545A2 |
| Пневматический клепальный пресс | 1976 |
|
SU770637A1 |
| Станок для двусторонней развальцовки заклепочных головок | 1978 |
|
SU764819A1 |
| Клепальная установка | 1973 |
|
SU487706A1 |
| Клепельный станок | 1979 |
|
SU793690A1 |
| Пневматический клепальный пресс | 1974 |
|
SU504606A1 |