1
Изобретение относится к области клепки.
Известно устройство для клепки полых цилиндрнческих деталей, содержащее установленные на станиие рабочий исполнительный артан в виде клепальной головки с бойком, связанной рычажной системой с силовым приводом, а также кольце&ую оправку для базирования склепываемых деталей. Однако это устройство не обеспечивает клепку полых цилиндрических деталей различных типоразмеров.
Цель изобретения - 0|беспечен ие клепки деталей различных типоразмеров.
Предлагаемое устройство снабжено смонтированными на станине механизмом новорота и угловой фиксации детали, а также механизмом крепления ее. Механизм поворота и угловой фиксации в детали выполнен в виде полого шпинделя с фланцем и профилированным нижним тэрцом, расположенного соосно с кoльцe БOЙ оправкой и связанного с рычагом рабочего исполнительного органа через храповой механизм, соединенный с телескопической тягой, и закрепленных на фланце ПОЛОГО шпинделя ра вномерно по окружности регулируемых сухарей, контактируюШИХ с фиксатором, шарнирно связанным с подпружиненной штангой, расположенной на рычаге рабочего исполнительного органа. Механизм крепления детали выполнен ввиде установленного в полости шпинделя подпружиненного толкателя, воздействуюш,его своим коническим наконечником на подпружиненный стопор, смонтированный па станине, и связанного другим концом с приводной рукояткой, фиксируюшей толкатель в заданном положении и взаимодействующей с профилированным нижним торцом полого шпинделя.
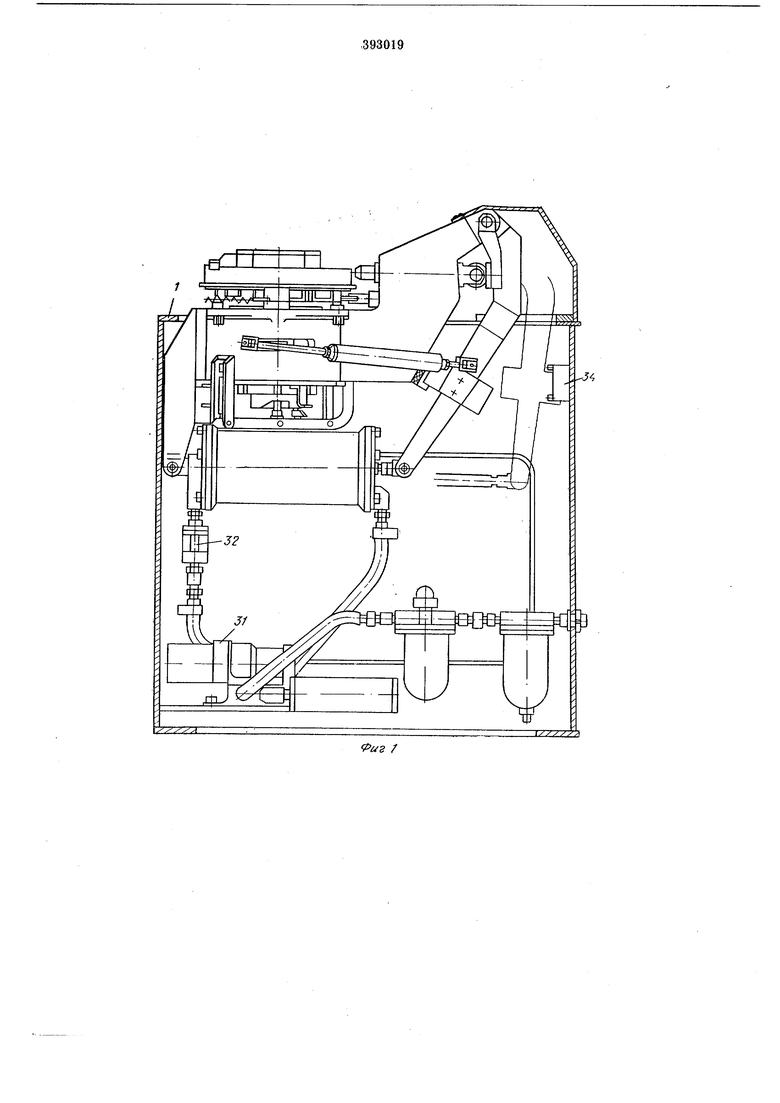
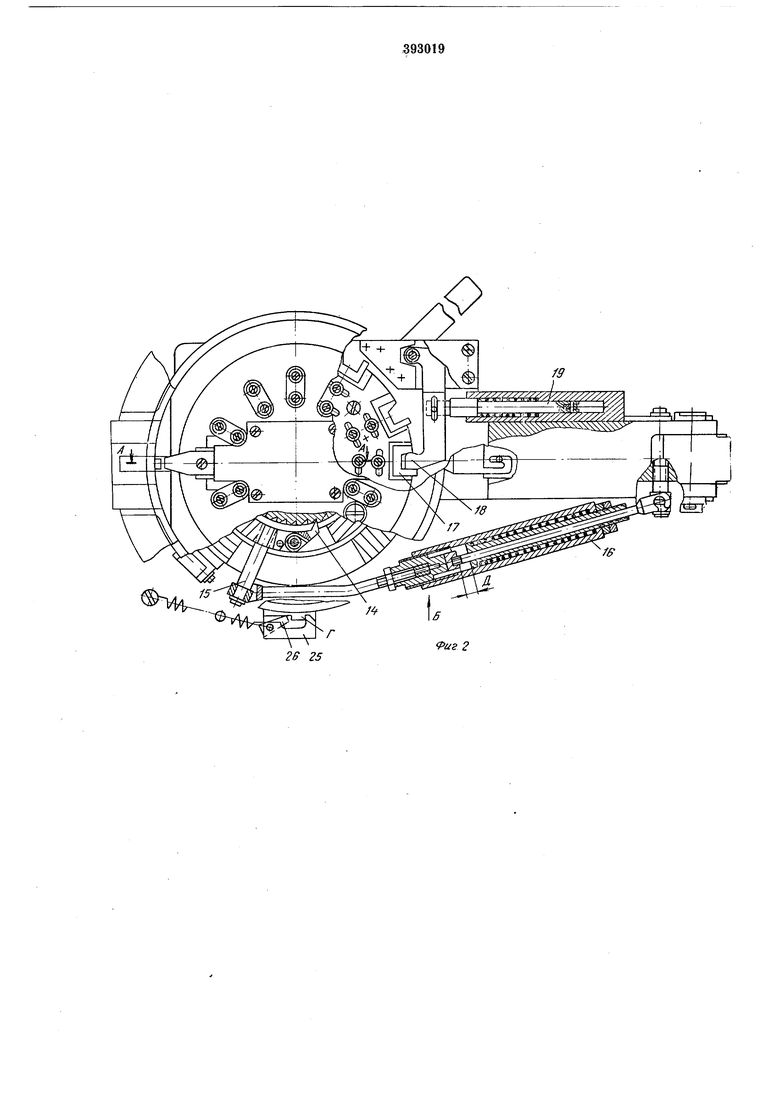
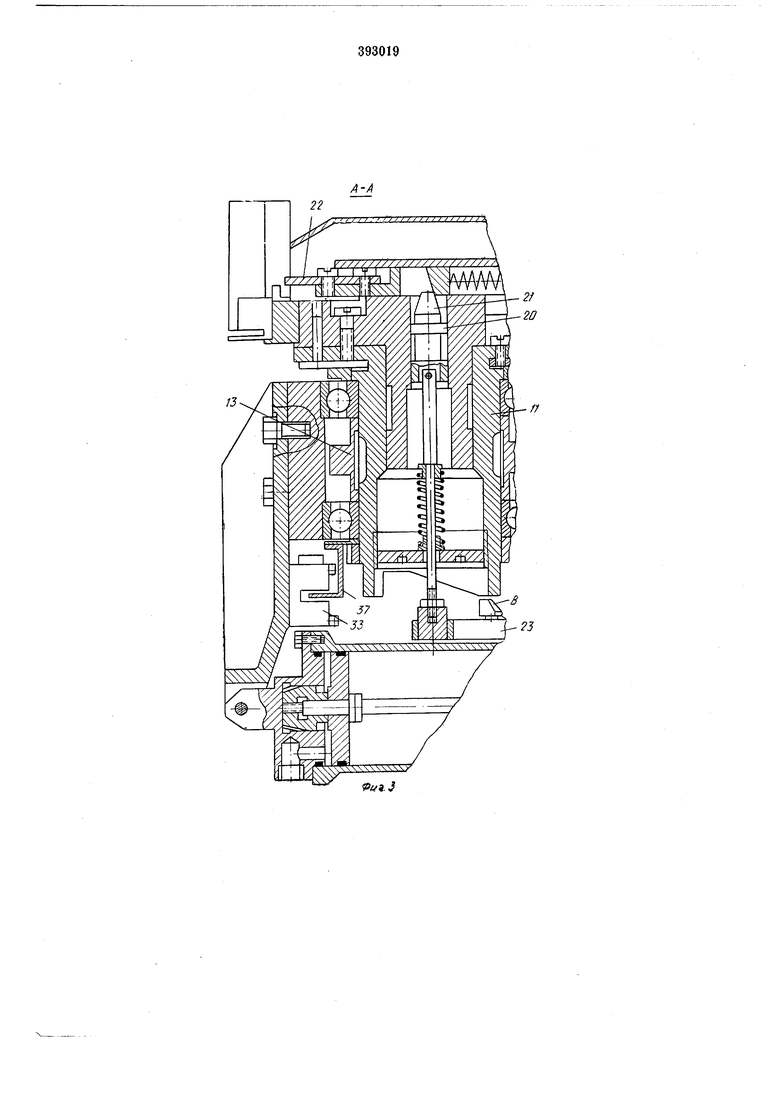
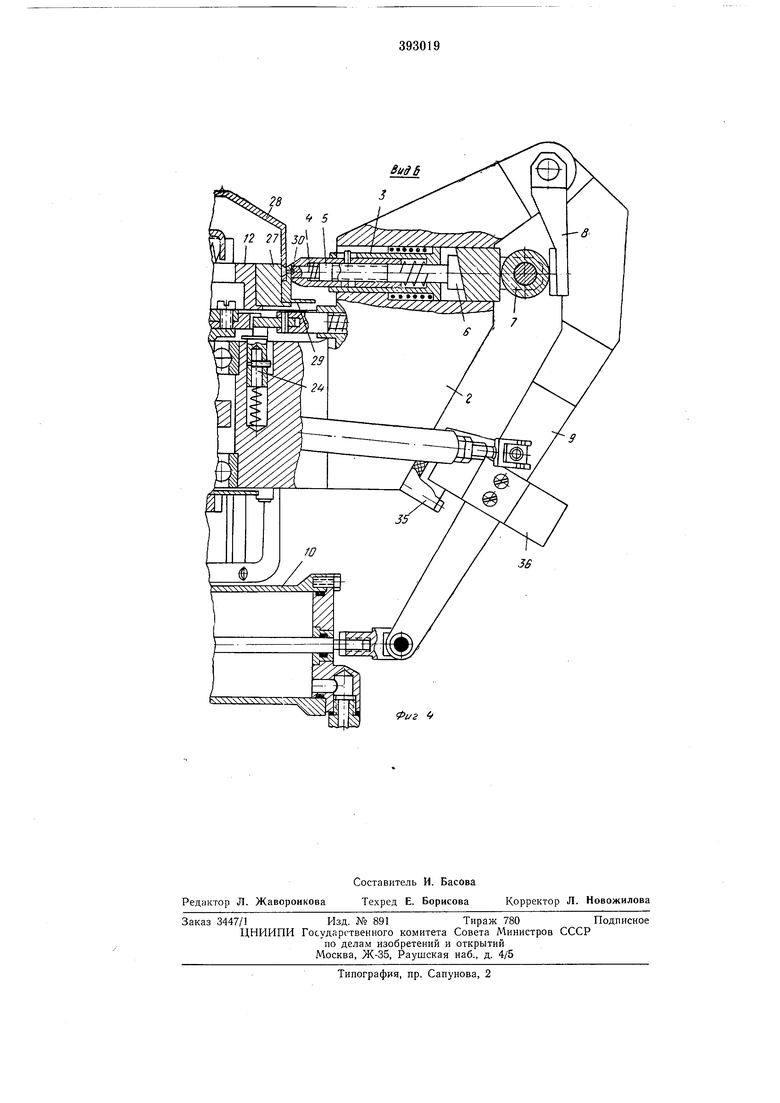
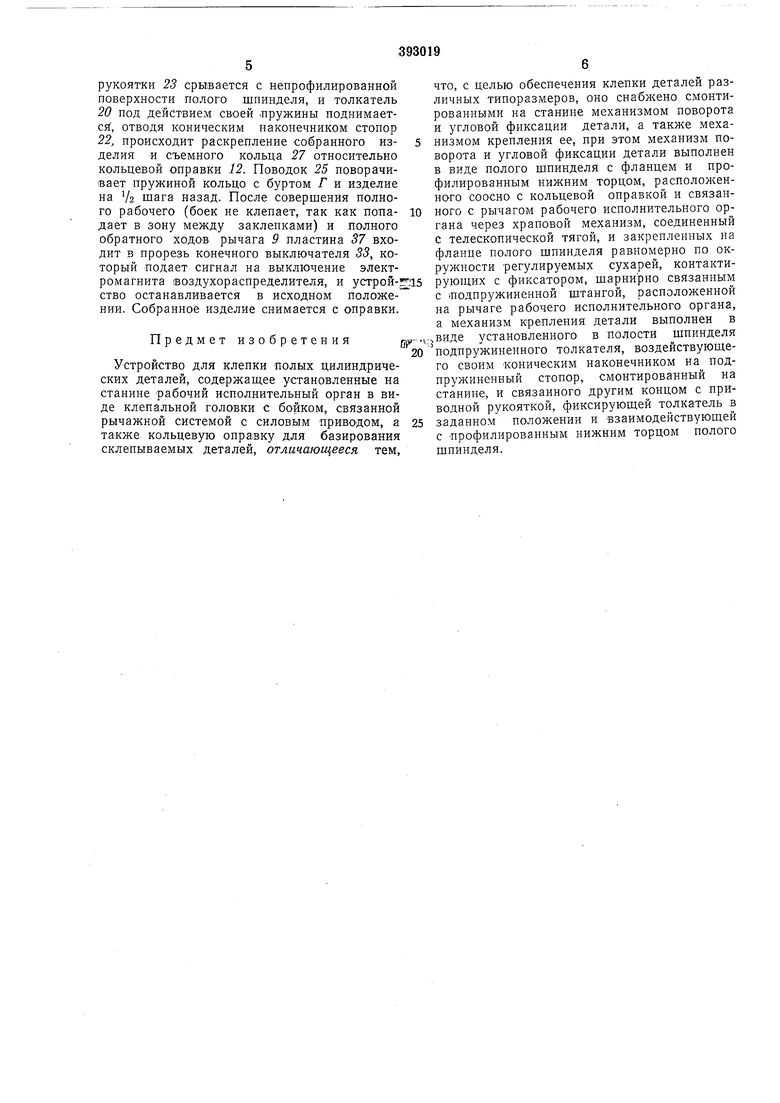
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по Л-А на фиг. 2; на фиг. 4 - вид но стрелке Б на фиг. 2.
Устройство содержит станину / (фиг. 1) с расположенным в направляющей 2 (фвг. 4) рабочим исполнительным органом в виде клепальной головки 3 с подпружиненным прижимом пакета 4 и подпружиненным бойком 5, при этом клином 6 регулируется вылет бойка, а клепальная головка взаимосвязана через ролик 7 и накладку 8 с рычагом 9 рычажной системы с силовым приводом 10. На станине смонтированы механизм поворота и угловой фиксации детали, а также механизм -крепления детали.
Механизм поворота и угловой фиксации детали выполнен в виде полого шпинделя 11 (фиг. 3) с фланцем и профилированным нижним торцом, расположенного соосно с кольцевой оправкой 12 (фиг. 4) для установки детали и связанного с рычагом 9 через кольцо 13 (фиг. 3) и храповой механизм 14 (фиг. 2), соединенный посредством шпильки 15 с телескопической тягой 16. На фланпе полого шпинделя равномерно по окружности закреплены регулируемые сухари 17, контактирующие с фиксатором 18, шарнирно связанным с подпружиненной штангой 19, расположенной также на рычаге 9.
Механизм крепления детали выполнен в виде установленного в полости шпинделя подпружиненного толкателя 20 (фиг. 3), воздействуюш,его своим коническим наконечником 21 на подпружиненный стопор 22, смонтированный на станине. Толкатель связан другим концом с приводной рукояткой 23 с зубом В, фиксирующей толкатель в заданном положении и взаимодействующей с профилированным нижним торцом полого щпинделя. Кроме того, на станине установлен предохранитель 24 (фиг. 4), препятствующий повторному попаданию фиксатора /8 в паз сухаря 17 при расфиксации шпинделя //.
В кольце 13 располагается собачка х,рапового механизма 14, взаимодействующая с храповыми зубьями, нарезанными на средней цилиндрической части полого щпинделя 11.
Под фланцем щпинделя располагается поводок 25 (фиг. 2), центрируемый буртом Г полого шпинделя, а на выступающей части поводка - подпружиненная собачка 26. Сверху па полый щпиндель устанавливаются оправка 12 с промежуточным съемным кольцом 27 (фиг. 4), на котором размешаются собираемые детали 28 и 29 изделия и заклепки 30.
Для работы устройства в полуавтоматическом цикле внутри станины установлена аппаратура управления, состоящая из воздухораспределителя 31 (фиг. 1), дросселя 32, конечных выключателей 33 (фиг. 3), 34 (фиг. 1) и 35 (фиг. 4), пластипы 36 на рычаге 9 и пластины 37 (ф;иг. 3).
Работает устройство следующим образом. Боек и прижим пакета клепальной головки настраивают в зависимости от размеров собираемого изделия. Затем настраивается угловое полол ение регулируемых сухарей в соответствии с угловым шагом между отверстиями под заклепки в собираемом изделии. В собрапное из деталей 28 и 29 изделие устанавливают изнутри заклепки 30 для исключепия выпадения их из деталей в момент установки изделия на кольцевую оправку, по внутреннему диаметру изделия устанавливают промежуточное съемное кольцо 27 необходимых размеров. Собранное изделие с кольцом ставят на оправку 12 и закрепляют с помощью подпружиненного толкателя 20 и подпружиненного стопора 22 нажатием руки на приводную рукоятку 23, которая при этом автоматически фиксируется в нижнем положени.
Кнопкой «Пуск включается электромагнит воздухораспределителя 31, воздух из сети поступает в правую полость силового привода 10, рычаг 9 поворачивается вокруг оси
5 и передает движение через накладку 8, ролик 7 и клепальную головку 3, при этом сначала происходит поджим собираемых деталей вокруг заклепки, затем подходит боек 5 и формует головку заклепки фасонной по0 верхностью на конце бойка.
Во время рабочего хода рычага 9 телескопическая тяга 16 через шпильку 15 поворачивает кольцо 13 вокруг оси полого щпинделя 11, при этом собачка храпового механизма 14
5 проскакивает по зубцам полого шпинделя // и в это же время приводится в рабочую готовность для отстопоривания фиксатора 18. По окончании формования головки первой заклепки пластина 36 левым концом входит
0 в п рорезь конечного выключателя 35, который подает сигнал на выключение электромагнита воздухораспределителя, и воздух, поступая в левую полость силового привода 10, направляет рычаг 9 на обратный ход.
5 При обратном ходе рычага происходит вывод фиксатора 18 из паза сухаря 17, предохранитель 24 занимает место головки фиксатора в пазу сухаря, после чего фиксатор сры1вается иа обратный ход и упирается голов0 кой в предохранитель.
За время отстопоривания фиксатора 18 в телескопической тяге 16 выбирается зазор Д, после чего телескопическая тяга передает движение кольцу 13, которое через собачку
5 храпового механизма 14 поворачивает полый шпиндель 11, который своим дращением утапливает предохранитель 24. Поворот полого щпинделя совершается до тех пор, пока фиксатор 18 своей головкой не зайдет в паз следующего сухаря. При обратном ходе рычага 9 боек 5 и прижим пакета- занимают исходное положение.
Поскольку угловые щаги мелсду заклепками собираемого изделия разные, длина телескопической тяги 16 настроена на максимальный шаг, то в конце обратного хода рычага 9 происходит сжатие пружины в телескопической тяге.
В конце обратпого хода рычага 9 пластина
0 36 правым концом входит в прорезь конечного выключателя 34, который подает сигнал на включение электромагнита воздухораспределителя 31, сжатый воздух поступает в правую полость силового привода, и цикл
5 клепки повторяется.
После формования головки предпоследней заклепки при повороте полого щпинделя бурт Г захватывает поводок 25, собачка 26 защелкивается, пружина натягивается, нри0 водная рукоятка 23 срывается со своего фиксатора и устанавливается зубом В на непрофилированпую часть нижнего профилированного торца полого щпинделя. После формования головки последней заклепки в начале по5 ворота полого шпинделя зуб В приводной рукоятки 23 срывается с непрофилированной поверхности полого шпинделя, и толкатель 20 под действием своей лружины поднимаетcrf, отводя коническим наконечником стопор 22, происходит раскрепление собранного изделия и съемного кольца 27 относительно кольцевой оправки 12. Поводок 25 поворачи1вает пружиной кольцо с буртом Г и изделие на /2 шага назад. После совершения полного рабочего (боек не клепает, так как попадает в зону между заклепками) и полного обратного ходов рычага 9 пластина 57 входит в прорезь конечного выключателя 33, который подает сигнал на выключение электромагнита воздухораспределителя, и устройство останавливается в исходном положении. Собранное изделие снимается с оправки. Предмет изобретения Устройство для клепки полых цилиндрических деталей, содержащее установленные на станине рабочий исполнительный орган в виде клепальной головки с бойком, связанной рычажной системой с силовым приводом, а также кольцевую onpaiBKy для базирования склепываемых деталей, отличающееся тем. что, с целью обеспечения клепки деталей различных типоразмеров, оно снабжено смонтированными на станине механизмом поворота и угловой фиксации детали, а также механизмом крепления ее, при этом механизм поворота и угловой фиксации детали выполнен в виде полого шпинделя с фланцем и профилированным нижним торцом, расположенного соосно с кольцевой оправкой и связанного с рычагом рабочего исполнительного органа через храповой механизм, соединенный с телескопической тягой, и закрепленных на фланце полого шпинделя равномерно по окружности регулируемых сухарей, контактируюших сфиксатором, шарнирно связанным с 1подпружиненной штангой, расположенной на рычаге рабочего исполнительного органа, а механизм крепления детали выполнен в установленного в полости шпинделя виде подпружиненного толкателя, воздействующего своим Коническим наконечником на подпружиненный стопор, смонтированный на станине, и связанного другим концом с приводной рукояткой, фиксирующей толкатель в заданном положении и взаимодействующей с Профилированным нижним торцом полого шпинделя.
iV J
Фиг 4
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕПАЛЬНЫЙ СТАНОК | 1970 |
|
SU268874A1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Полуавтомат для сборки-клепки тормозных колодок с накладками | 1981 |
|
SU1050806A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 1968 |
|
SU220010A1 |
| Клепальная установка | 1973 |
|
SU487706A1 |
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |
| Устройство для клепки | 1979 |
|
SU891199A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |