Известный способ прокатки изделий с односторонним поперечным оребрением включает ирокатку заготовки между гладким неприводиым и зубчатым приводным валками.
Целью настоящего изобретения является получение изделий с шагом оребрения, меньшим длины очага деформации.
Это достигается тем, что гладкий валок выполняют меньшего диаметра и прикладывают к нему тормозян.1,ий момент.
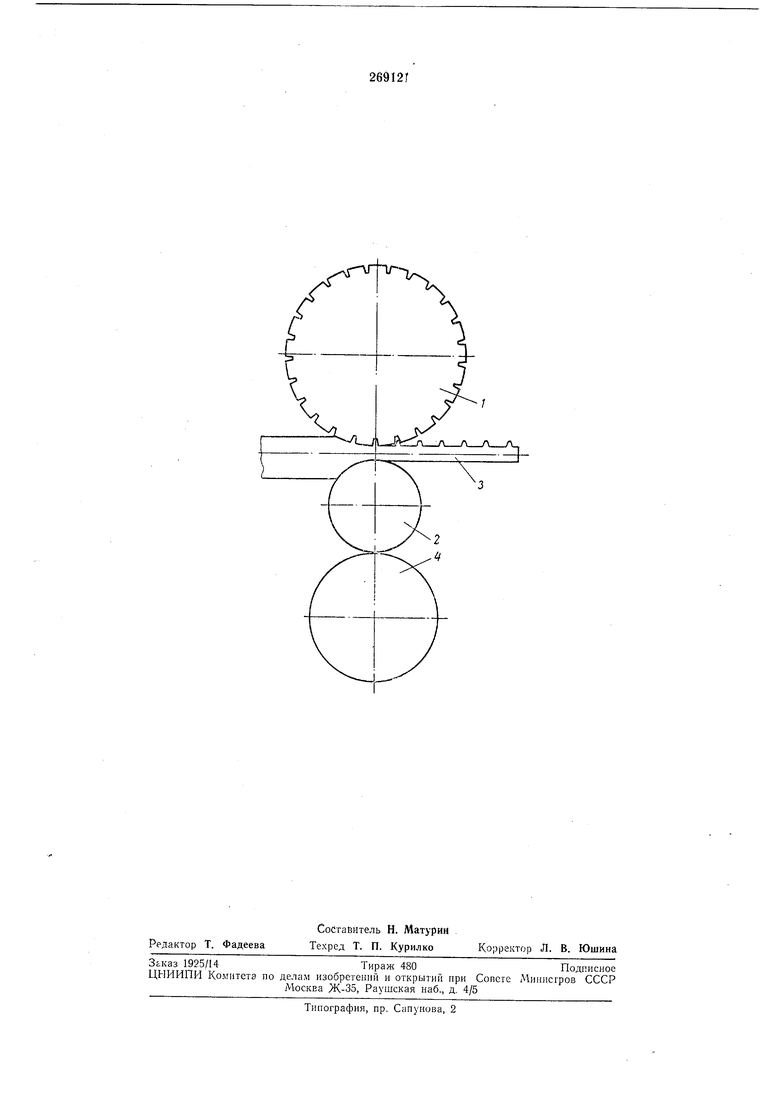
На чертеже изображена схема прокатки изделия с поперечными ребрами по предлагаемому способу.
Между ириводным зубчатым валком / и холостым гладким валком 2 находится прокатываемая заготовка 3. Валок 2 соприкасается с опорным валком 4. Диаметр валка / больше диаметра валка 2. Тормозяш,ий момент на валке 2 можно создавать любым известным способом, например путем подсоединения к нему двигателя иостоянного тока, который может работать как в двигательном, так и в генераторном режимах.
Прокатка изделия с поперечными ребрами осуществляется следующим образом. Заготов-. ка 3 задается в раствор между валками . В начальный момент с целью улучшения захвата металла валками целесообразно сообщить валку 2 положительный момент, который затем в начале установившегося процесса прокатки отключают. Далее валку 2 сообщают тормозящий момент путем перевода его двигателя в режим генераторного торможения. В процессе прокатки величину тормозящего момента регулируют в зависи.мости от величины опережения металла по валку 1, добиваясь равенства скоростей выходящего из зева валков металла и окружной скорости приводного валка.
Снижая таким образом опережение на ириводном валке, можно исключить образование на изделии дефектов в виде подрезов, ирострелов, местной коробоватости и получить изделие неограниченной длины с щагом оребреиия, меньщим длииы очага деформации.
Предмет .изобретения
Способ прокатки изделий с односторонним поперечным оребрением, включающий ирокатку заготовки гладким неприводным и зубчатым нриводным валками, отличающийся тем, что, с целью получения изделий с щагом оребрения, меньщим длины очага деформации, гладкий валок выполняют меньшего диаметра и прикладывают к нему тормозящий момент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки односторонних периодических профилей | 1972 |
|
SU443707A1 |
| Стан для прокатки периодических профилей | 1978 |
|
SU724258A1 |
| СПОСОБ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2061563C1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| СПОСОБ ПРОКАТКИ ТРУДНОДЕФОРМИРУЕМЫХ ПОЛОС ПЕРЕМЕННОГО ПРОДОЛЬНОГО ПРОФИЛЯ | 2003 |
|
RU2243832C1 |
| Способ поперечно-винтовой прокатки | 1978 |
|
SU724259A1 |
| Прокатная клеть | 1980 |
|
SU944717A1 |
| Устройство для прокатки металли-чЕСКОгО пОРОшКА | 1979 |
|
SU810375A1 |
| Способ продольной периодической прокатки деталей типа лап культиваторов | 1980 |
|
SU978995A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |