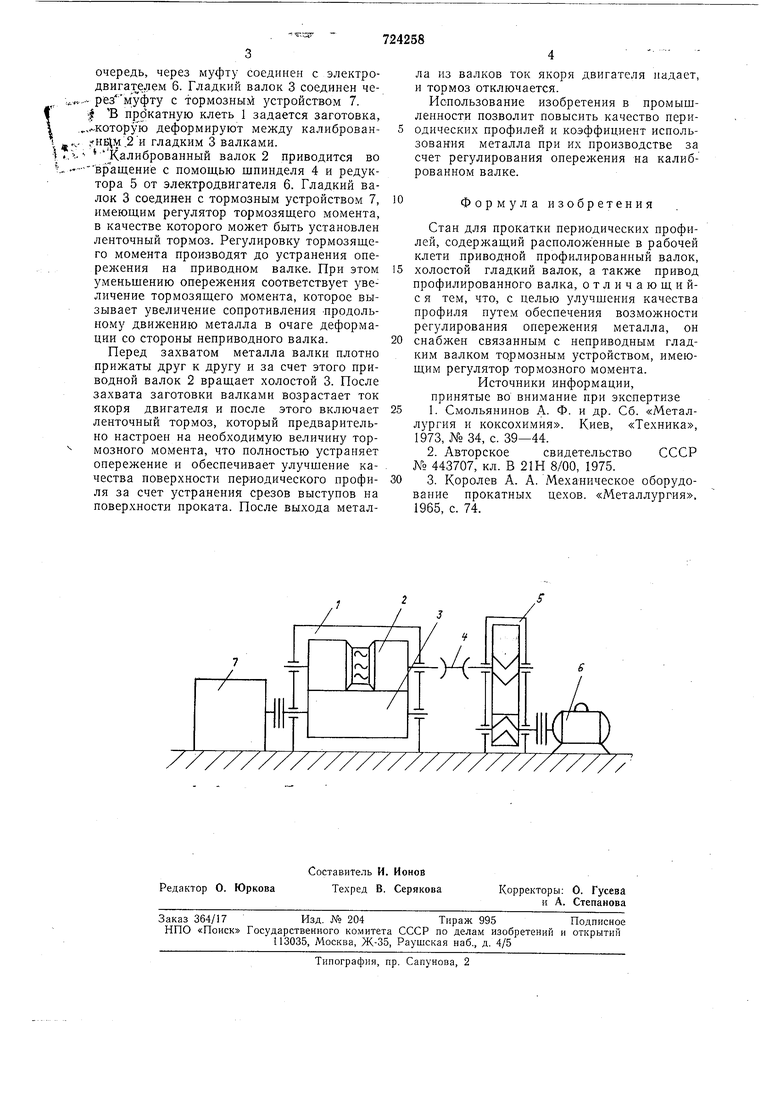
очередь, через муфту соединен с электродвигателем 6. Гладкий валок 3 соединен че- резмуфту с тормозным устройством 7. I В прркатную клеть 1 задается заготовка, ..v-которую деформируют между калиброван нБЦм,2и гладким 3 валками.
If Калиброванный валок 2 приводится во вращение с помощью шпинделя 4 и редуктора 5 от электродвигателя 6. Гладкий валок 3 соединен с тормозным устройством 7, имеющим регулятор тормозящего момента, в качестве которого может быть установлен ленточный тормоз. Регулировку тормозящего момента производят до устранения опережения на приводном валке. При этом уменьшению опережения соответствует увеличение тормозящего момента, которое вызывает увеличение сопротивления продольному движению металла в очаге деформации со стороны неприводного валка.
Перед захватом металла валки плотно прижаты друг к другу и за счет этого приводной валок 2 вращает холостой 3. После захвата заготовки валками возрастает ток якоря двигателя и после этого включает ленточный тормоз, который предварительно настроен на необходимую величину тормозного момента, что полностью устраняет опережение и обеспечивает улучшение качества поверхности пер иодического профиля за счет устранения срезов выступов на поверхности проката. После выхода металла из валков ток якоря двигателя надает, и тормоз отключается.
Использование изобретения в промышленности позволит повысить качество периодических профилей и коэффициент использования металла при их производстве за счет регулирования опережения на калиброванном валке.
Формула изобретения
Стан для прокатки периодических профилей, содержащий расположенные в рабочей клети приводной профилированный валок, холостой гладкий валок, а также привод профилированного валка, отличающийс я тем, что, с целью улучшения качества профиля путем обеспечения возможности регулирования опережения металла, он снабжен связанным с неприводным гладким валком тормозным устройством, имеющим регулятор тормозного момента.
Источники информации, принятые во внимание при экспертизе
1.Смольянинов А. Ф. и др. Сб. «Металлургия и коксохимия. Киев, «Техника, 1973, № 34, с. 39-44.
2.Авторское свидетельство СССР № 443707, кл. В 21Н 8/00, 1975.
3.Королев А. А. Механическое оборудование прокатных цехов. «Металлургия. 1965, с. 74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| СПОСОБ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2061563C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННИМ ПОПЕРЕЧНБШ ОРЕБРЕНИЕМ | 1970 |
|
SU269121A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Клеть непрерывной группы прокатного стана | 1981 |
|
SU944697A1 |
| ЧЕРНОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2014 |
|
RU2591887C2 |
