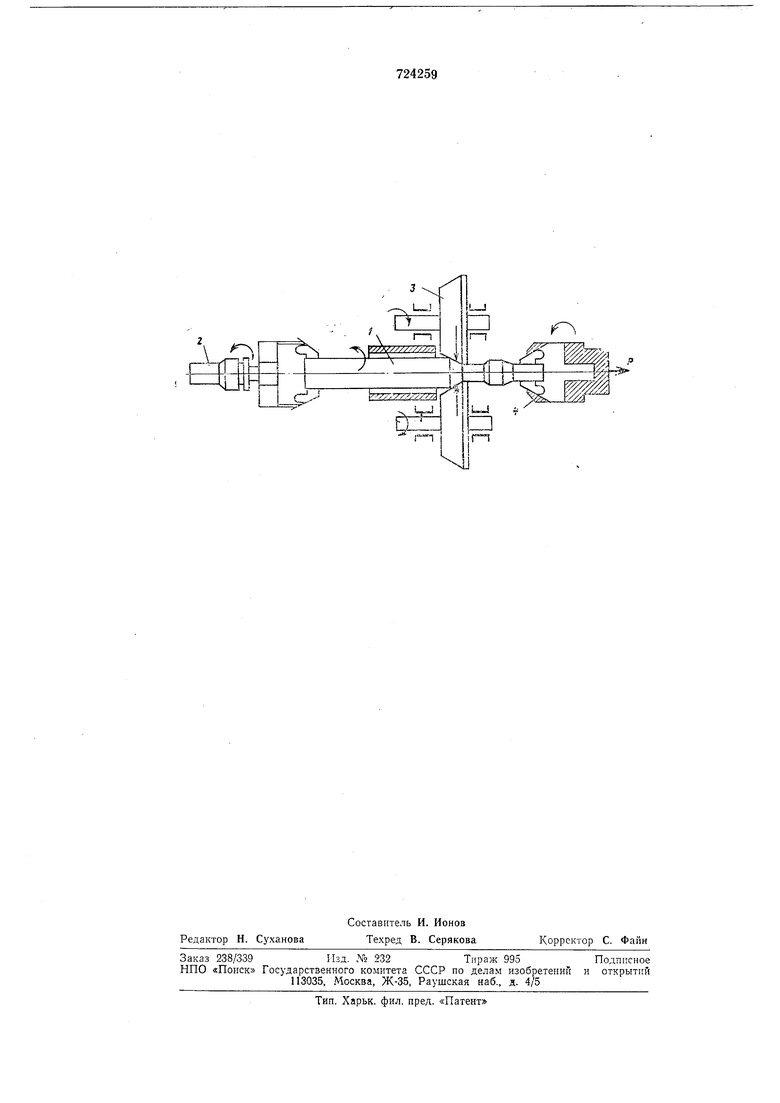
Поставленная цель достигается тем, что ирОКатку гоосле захвата лереднего конца заготовки ведут с приложением крутящих моментов одновременно к концам заготояки, к заднему - опережающего, а к Переднему - тормозящего. Предлагаемый юпосо-б иллюстрируется че,ртежО|М. Способ ;иоперечно-1винто1вой прокатки за ключается в следующем. Круглую катаную заготовку 1 мерной длины подают ;в 1колыце1вую лечь, где она яапревается до темлературы го-рячей пла стичбокой деформации. После выдачи нагретой заготоюкИ из неч-и она по рольгангу троходит через .камеру гидросбива окалины и по наклонной (рещетке окатывается в /приемный желоб стана поперечно-винтовой пер и одической лракатки, отиуда толкателем 2 задается в ди.сковые лриводные валки 3 и прО|Катывается с ириложением -осеiBoro усилия подпора. Толкатель 2 .снабжен зажи1мом заготовки, через который заготовке передается крутящий , равный разности скручивающего момента от валков и момента, пластического сопротивления заготовки. После (выхода лереднего конца заготовки из очага дефор мадии она автоматически зажимается тянущим устройством 4, через которое загото1вке передается натяжение Р и 13ращающий -момент в сторону, обратную вращению заготовки. Величина это-го момента в сумме с величиной момента, приложенного к заднему концу заготовки, равна раз1ности скручивающего момента от валков и пластиче ского момента сопротивления заготовки, пропарциоиальна сечению прокатываемой заготовки и регуллруется ЭВМ, управляющей работой прокатного стана. Момент торможения, прикладываемый к переднему концу заготовки, осуществляется 1СпециальнЫМ электродвигателем, Ж|рбпленным на подвижной каретке и передающим вращение через редуктор. Проводились лабораторные исследования усталостной прочности образцов с различной степенью заа :ручи1вания волокнистой макроструктуры от О до 75° ло отнощению к продольной оси образца. Диа.метр 0|бразца 50 мм, длина 300 мм. Злаколеремеиная нагрузка ярикладывалась посередине образца. Усталостная прочность образца со скручеилыми волокнами была на 4,0-50% ниже, чем образцов с продольной ориентацией. Проведенные исследавания па лабораторнОМ стане поперечно-винтовой лериодической -прокатки 10-20 показали, что скручивание за-гото.аки легко ре1гулируется лрилОЖенийм крутящлх моментов к переднему и заднему концам заготовок. В некоторых случаях, 1когда требуется получение более равломерных вдоль и поперек изделий механических свойств, например при прокатке бурильных, щарикоподшипникойых и других труб, прокатку на раокатных станах можло вести с принудительным заКруч 1ванием волокнистой ма.кроструктуры катаного /металла. Формула изобретения Способ (полеречно-вилтовой прокатки профилированных изделий вращающимися валками, лри котором нагретую до температуры горячей лластической деформации заготовку задают с лодлором IB очаг деформации, захватывают передний конец заготовки натяжным элементом и прокатывают с заранее запрограм.мированным натяжением и подпором, отличающийся тем, что, с целью иовыщения качества изделий путем устранения скручивания волокнистой макроструктуры металла изделий, повышеиия хсталостнОЙ прочности изделий, прокатку после захвата переднего конца загото1зки ведут с одновременным приложением крутящих iM-оментов -к о-бои,м концам загоТ01В КЛ, к заднему - опережающего, а к переднему - тормозящего. 1-1сТ|Оч:нИ|Ки информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР jYa 184790, кл. В 21 В 12/02, 1966. 2.Автор;окое .свидетельство СССР 145512, кл. В 21 Н 8/00, 1963.
r
г-1
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| Способ винтовой прокатки | 1986 |
|
SU1337157A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| Способ прокатки полых круглых периодических профилей из трубной заготовки | 1988 |
|
SU1609543A1 |