Изобретение относится к области автоматизации ирокатного оборудования и предназначено для использования в системах автоматического управления реверсивными станами холодной нрокатки.
Известно устройство автоматического точного останова реверсивных станов холодной прокатки, содержащее импульсные датчики оборотов моталок, блок измерения длины, деШИфратор, блок из.мерения скорости, датчик вре.мени, блок сравнения, выходной преобразователь л управляющий двигатель, и осуществляющее останов стана в функции длины полосы металла, оставщейся на разматывающей моталке.
Педостатком известных устройств является их относительная сложность, обусловленная вынолнением узла измерения длины в виде двух реверсивных счетчиков, собранных из больщого количества логических элементов, и нал.ичием устройства избирания для поочередного подключения входов дещифратора к выходам счетчиков. Поскольку вычисление остат-, ка полосы на разматывающих моталках производится в четных пропусках одним реверсивным счетчиком, а в нечетных - другим реверсивным счетчиком, то устройство избирания связано с каждым реверсивным счетчиком, причем число этих связей обычно вдвое больше числа разрядов реверсивного счетчика.
Сложность устройства и необ.ходимость переключения больщого количества цепей приводит к снижению надежности устройства.
Предлагаемое устройство отличается от известного тем, что блок измерения длины выполнен в виде двух суммирующих счетчиков, инвертирующих и коммутатора, входы которого соединены с датчиками оборотов моталок, а выходы - со счетными входами счетчикрв и блоком измерения скорости, иричем выход калсдого разряда одного счетчика через инвертирующий ключ соединен со входом соответствующего разряда другого счетчика, выходы которого соединены со в.ходами дещи5 фратора.
Это упрощает устройство и повыщает его наделсяость.
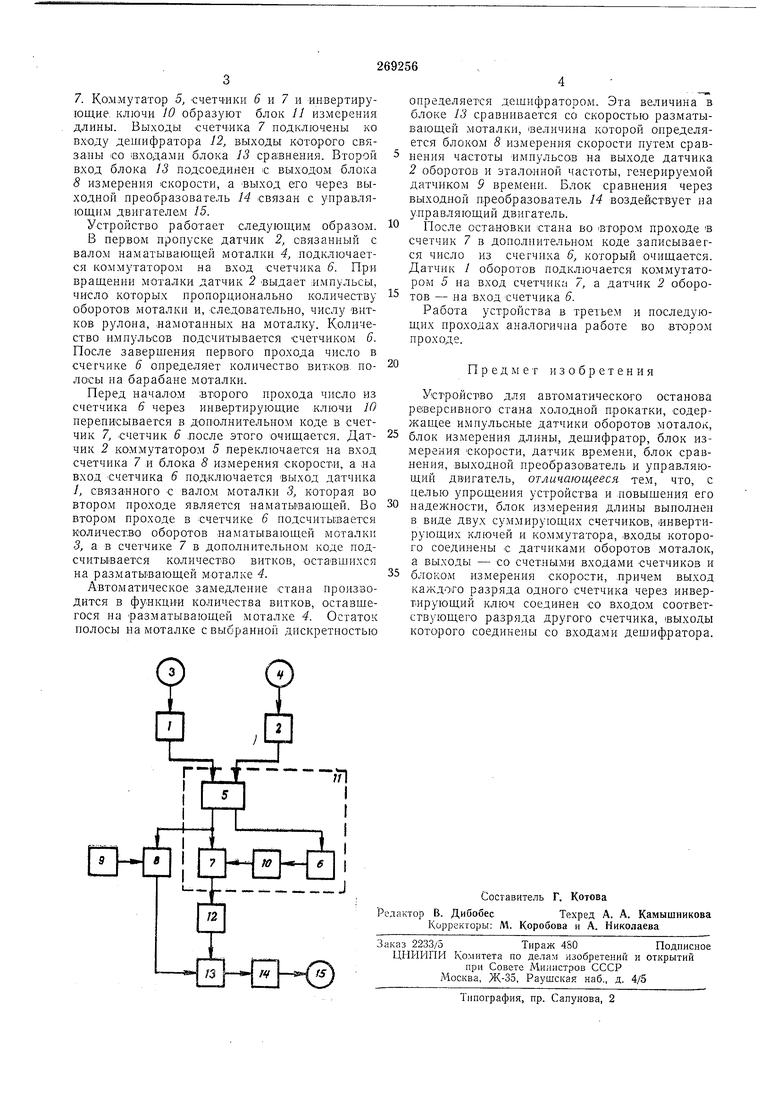
На чертеже дана блок-схема описываемого устройства.
Устройство содержит датчики 1 и 2 оборотов моталок, механически связанные с вала,ми моталок 3 и 4. Выходы датчиков иодключены ко входам коммутатора 5, а выходы последнего соединены со счетными входами суммирующих счетчиков 5 и 7 и с одним входом блока S измерения скорости. Второй вход блока измерения скорости связан с датчиком 9 времени. Выходы каждого разряда счетчика 6 через инвертирующие ключи 10 соединены со входами соответствующих разрядов счетчика
7. Коммутатор 5, Счетчики 6 и 7 и инвертирующие, ключи JO образуют блок 11 измерения длины. Выходы счетчика 7 подключены ко входу дешифратора 12, выходы которого связаны со входами блока 13 сра;внения. Второй вход блока 13 подсоединен с выходом блока 8 измерения скорости, а ВЫход его через выходной преобразователь 14 связан с управляющим двигателем 15.
Устройство работает следующим образом.
В первом пропуске датчик 2, связанный с валом наматывающей мотал(и 4, подключается коммутатором на вход счетчика 6. При вращении моталки датчик 2 -выдает импульсы, число которых пропорцио1нально количеству оборотов моталки и, следовательно, числу витков рулоиа, намотанных на моталку. Количество импульсов подсчитывается счетчйком 6. После заверщения первого прохода число в счетчике 6 определяет количество виткОВ, полосы на барабане моталки.
Перед началом второго прохода число из счетчика 6 через инвертирующие ключи Ю переписывается в дополнительном коде в счетчик 7, счетчик 6 .после этого очищается. Датчик 2 коммутатором 5 переключается на вход счетчика 7 и блока 8 измерения скорости, а на вход счетчика 6 подключается выход датчика /, связа«ного с валом моталки 3, которая во втором проходе является наматывающей. Во втором проходе в счетчике 6 подсчитывается количество оборотов наматывающей моталки 3, а в счетчике 7 в дополнительном коде подсчитывается количество витков, оставшихся на разматывающей моталке 4.
Автоматическое замедлеиие стана производится в функции количества витков, оставшегося на разматывающей моталке 4. Остаток полосы на моталке с выбранной дискретностью
определяется дешифратором. Эта величина в блоке 13 сравнивается со скоростью разматывающей моталки, величина которой определяется блоком 8 измерения скорости нутем сравнения частоты импульсов на выходе датчика 2 оборотов и эталонной частоты, генерируемой датчиком 9 времени. Блок сравнения через выходной преобразователь 14 воздействует на управляющий двигатель.
После остановки стана во втором проходе в счетчик 7 в дополнительном коде занисываегся число из счетчика 6, который очищается. Датчик / оборотов подключается коммутатором 5 на вход счетчика 7, а датчик 2 оборотов - на вход счетчика 6.
Работа устройства в третьем и последующих проходах аналогична работе во втором проходе.
Предмет изобретения
Устройство для автоматического останова реверсивного стана холодной прокатки, содержащее импульсные датчики оборотов моталок,
блок измерения длины, дешифратор, блок измерения скорости, датчик времени, блок сравнения, выходной преобразователь и управляющий двигатель, отличающееся тем, что, с целью упрощения устройства и повышения его надежности, блок измерения длины выполнен в виде двух суммирующих счетчиков, инвертирующих ключей и коммутатора, входы которого соединены с датчиками оборотов моталок, а выходы - со счетными входами счетчиков и
блоком измерения скорОСти, .причем выход каждого разряда одного счетчика через инвертирующий ключ соединен со входом соответствующего разряда другого счетчика, выходы которого соединены со входами дещифратора.
г- -4- 4- - . . %
Г. гfn
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| Система автоматического сопровожде-Ния зЕВОВ пЕчНыХ МОТАлОК K РЕВЕРСи-ВНОМу лиСТОВОМу СТАНу гОРячЕй пРОКАТКи | 1979 |
|
SU812365A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ЗАМЕДЛЕНИЯ И ТОЧНОЙ ОСТАНОВКИ РЕВЕРСИВНЫХ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 1964 |
|
SU165499A1 |
| Устройство для программного управления механизмом укладки бунта моталки | 1976 |
|
SU557976A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| Система управления реверсивным станом холодной прокатки | 1981 |
|
SU1014609A1 |
| Система автоматического регулирования толщины полосы на реверсивном прокатном стане | 1989 |
|
SU1650300A1 |
