Изобретение относится к прокатному производству, а именно - к устройствам для автоматизации моталок проволочных станов.
Известна система управления моталкой стана 1.
Известно устройство для программного управления механизмом укладки бунта моталки, содержащее импульсный датчик числа оборотов последней клети стана, тахогенератор, многоразрядный двоичный счетчик, дешифратор и схему управления приводом водила моталки 2.
Такое устройство не позволяет сформировать требуемый закон изменения напряжения с достаточной точностью.
Для повышения качества намотки в предлагаемое устройство введены элементы И и ИЛИ, реверсивный счетчик и цифро-аналогопый преобразователь, при этом выход импульсного датчика числа оборотов последней клети стана подключен ко входу двоичного счетчика, а выходныешины счетчика подключены ко входам дешифратора и входам элементов И, вторые входы элементов И подключены к выходам дешифратора, а выходы элементов И подключены ко входу элемента ИЛИ, причем выход последнего подключен к счетному входу реверсивного счетчика, шина реверса которого соединена с выходом последнего разряд вдоичного счетчика, выходы
реверсивного счетчика подключены ко входам цифро-аналогового преобразователя, шины питания цифро-аналогового преобразователя подключены к выходам тахогенератора, а выход цифро-аналогового преобразователя включен в цепь управления приводом водила моталки.
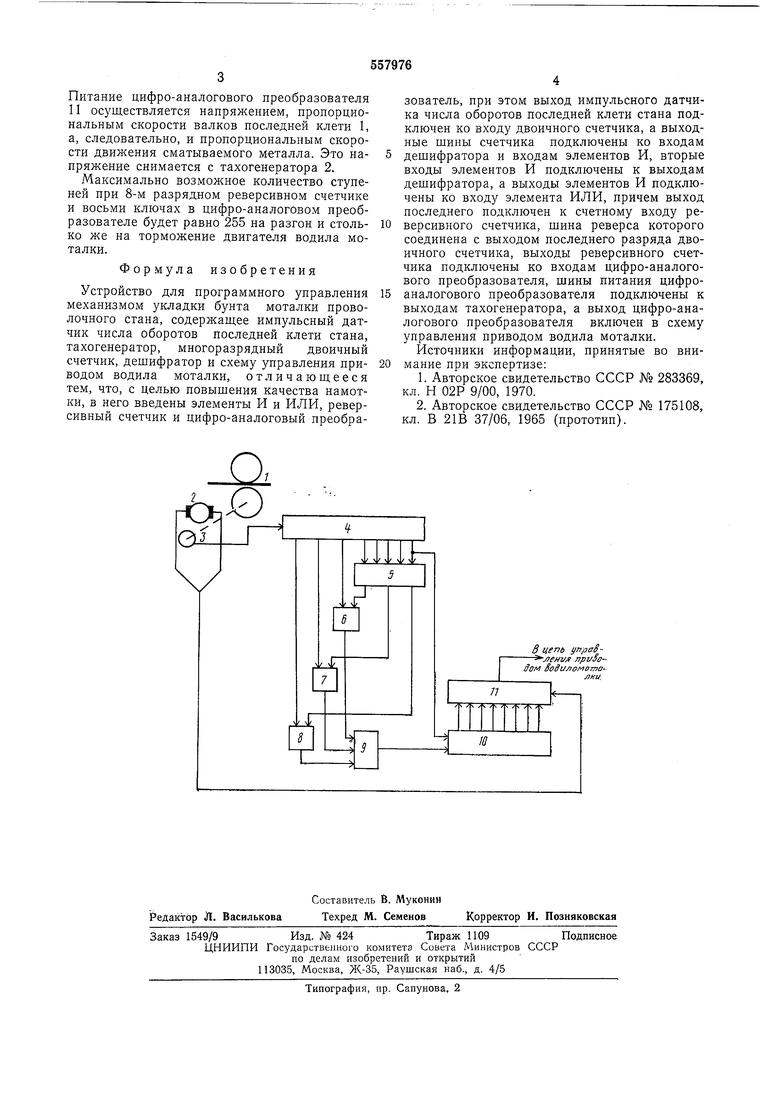
На чертеже изображена блок-схема предлагаемого устройства.
Устройство содержит клеть 1, тахогенераTOip 2, импульсный датчик 3 числа оборотов, установленный на валу клети 1, двоичный счетчик 4, дешифратор 5, элементы И 6, 7, 8, элемент ИЛИ 9, реверсивный счетчик 10 и
цифро-аналоговый преобразователь 11.
На вход двоичного счетчика 4 подаются импульсы с частотой, пропорциональной скорости клети 1. Непрерывно меняюшийся двоичный код с 8-ми разрядного двоичного счетчика 4 поступает на входы дешифратора 5, который формирует команды, управляющие элементами И 6, 7, 8 и, таким образом, на вход элемента ИЛИ 9, а, следовательно, и на счетный вход реверсивного счетчика 10 в соответствуюшие моменты времени будут подаваться импульсы разной частоты. 1Дифро-аналоговый преобразователь И преобразует непрерывно меняюшийся двоичный код на выходе реверсивного счетчика 10 в напряжение, которое будет меняться по требуемому закону.
Питание цифро-аналогового нреобразователя II осуществляется нанряжением, пропорциональным скорости валков последней клети 1, а, следовательно, и пропорциональным скорости сматываемого металла. Это напряжение снимается с тахогенератора 2.
Максимально возможное количество ступеней при 8-м разрядном реверсивном счетчике и восьми ключах в цифро-аналоговом преобразователе будет равно 255 на разгон и столько же на торможение двигателя водила моталки.
Формула изобретения
Устройство для программного управления механизмом укладки бунта моталки проволочного стана, содержащее импульсный датчик числа оборотов последней клети стана, тахогенератор, многоразрядный двоичный счетчик, дешифратор и схему управления приводом водила моталки, отличающееся тем, что, с целью повышения качества намотки, в него введены элементы И и ИЛИ, реверсивный счетчик и цифро-аналоговый преобразователь, при этом выход импульсного датчика числа оборотов последней клети стана подключен ко входу двоичного счетчика, а выходные шины счетчика подключены ко входам дешифратора и входам элементов И, вторые входы элементов И подключены к выходам дешифратора, а выходы элементов И подключены ко входу элемента ИЛИ, причем выход последнего подключен к счетному входу реверсивного счетчика, шина реверса которого соединена с выходом последнего разряда двоичного счетчика, выходы реверсивного счетчика подключены ко входам цифро-аналогового преобразователя, шины питания цифроаналогового преобразователя подключены к выходам тахогенератора, а выход цифро-аналогового преобразователя включен в схему управления приводом водила моталки. Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 283369, кл. Н 02Р 9/00, 1970.
2.Авторское свидетельство СССР № 175108, кл. В 21В 37/06, 1965 (прототип).
в llf ynflfS- ленг/л npt/SaЗам ВоЗиломотпални.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для программного управления укладчиком сортовой моталки | 1972 |
|
SU439328A1 |
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| Устройство для программного управления станком | 1978 |
|
SU694833A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОСТАНОВА РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1970 |
|
SU269256A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
