Изобретение относится к области термообработки кольцевых сварных швов цилиндрической аппаратуры и труб.
Известно устройство для индукционного нагрева кольцевых швов, содержащее подвиж-, ные роликоопоры и индуктор, выполненный в виде трех плоских индукторов. Однако в таком устройстве наблюдается неравномерность нагрева всей длины шва, так как индукторы захватывают лишь часть изделия, а также сложность механизмов перемешения индукторов.
Предложенное устройство отличается от известного тем, что индуктор выполнен кольцевым и установлен на съемном основании, снабженном поворотными опорами. Такое выполнение устройства обеспечивает равномерность нагрева изделия, а также самоцентрирование изделий различного диаметра.
Для уменьшения прогиба изделия, возможного при высокотемпературном нагреве кольцевого шва, на основании индуктора предусмотрены выдвижные опоры.
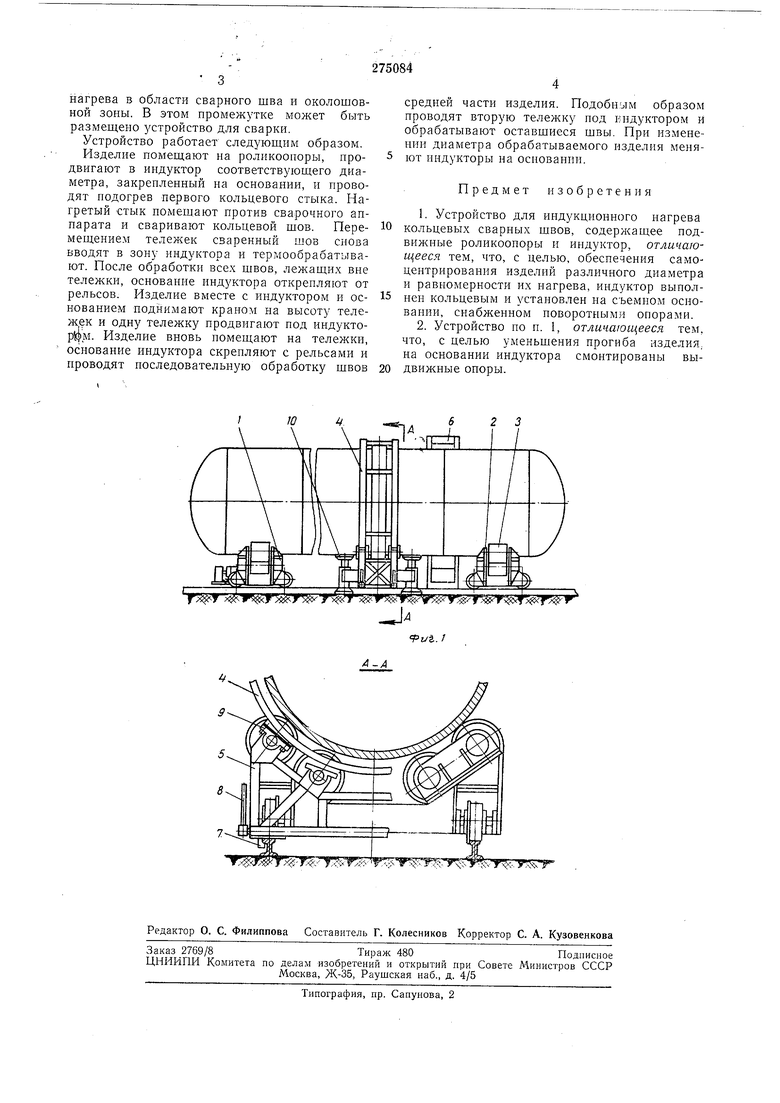
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство состоит из двух тележек 1 н 2 с роликоопорами 3, на которые устанавливается обрабатываемое изделие, кольцевого Индуктора 4, укрепленного на основании 5, и
сварного аппарата 6. Тележка / электроприводом перемещается по рельсовому пути. Роликоопоры имеют привод вращения со сварочной скоростью. Для увеличения диапазона диаметров обрабатываемых изделий роликоопоры выполнены двойными. Тележка 2 оборудована неприводными роликоопорамии электроприводом перемещения. Индуктор 4 содержит соленоидный индуктирующий токопровод, смонтированный в круглой раме.
Основание 5 индуктора закрепляется и центрируется на рельсах захватами 7 при помощи рукояток 8. Для крепления индуктора основание оборудовано поворотными опорами 9, которые выполнены соосными с роликоопорами телел ек. Причем расстояние между опорными поверхностями индуктора и роликоопор в зоне их контакта равно толщине индуктора с учетом зазора между индуктором и изделием. Такое выполнение опор основания обеспечивает концентричное расположение индуктора и изделия во всем диапазоне диаметров, обрабатываемых на данном устройстве. Чтобы исключить прогиб издеЛИЯ, возможный при высокотемпературном нагреве кольцевого щва, на основании индуктора предусмотрены выдвижные опоры 10. Для сопутствующего подогрева при сварке витки индуктора разведены в средней части,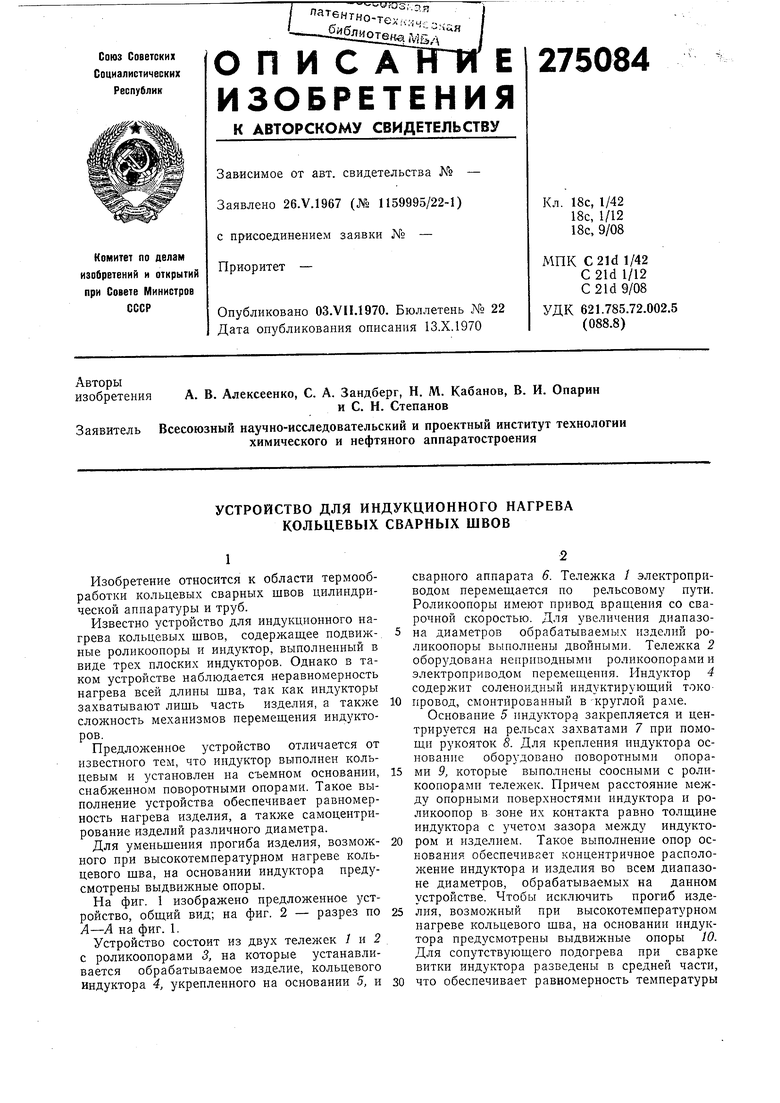
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242296A1 |
| ИНДУКТОР | 1973 |
|
SU398011A1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| МАНИПУЛЯТОР ДЛЯ ВРАЩЕНИЯ ШАРОВЫХ РЕЗЕРВУАРОВВСЕСОЮЗНАЯЛДТ!^йТНО-;1ХКк''гПНДЯ| | 1972 |
|
SU340498A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПРОДОЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU339376A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
