со
со
ел
фи i
10
15
Изобретение относится к машинострое- ию, в частности к производству устройств ля изготовления пространственных арма- урных каркасов, и может найти применение в строительной индустрии.
11елью изобретения является упрощение конструкции и повышение эксплуатационной надежности.
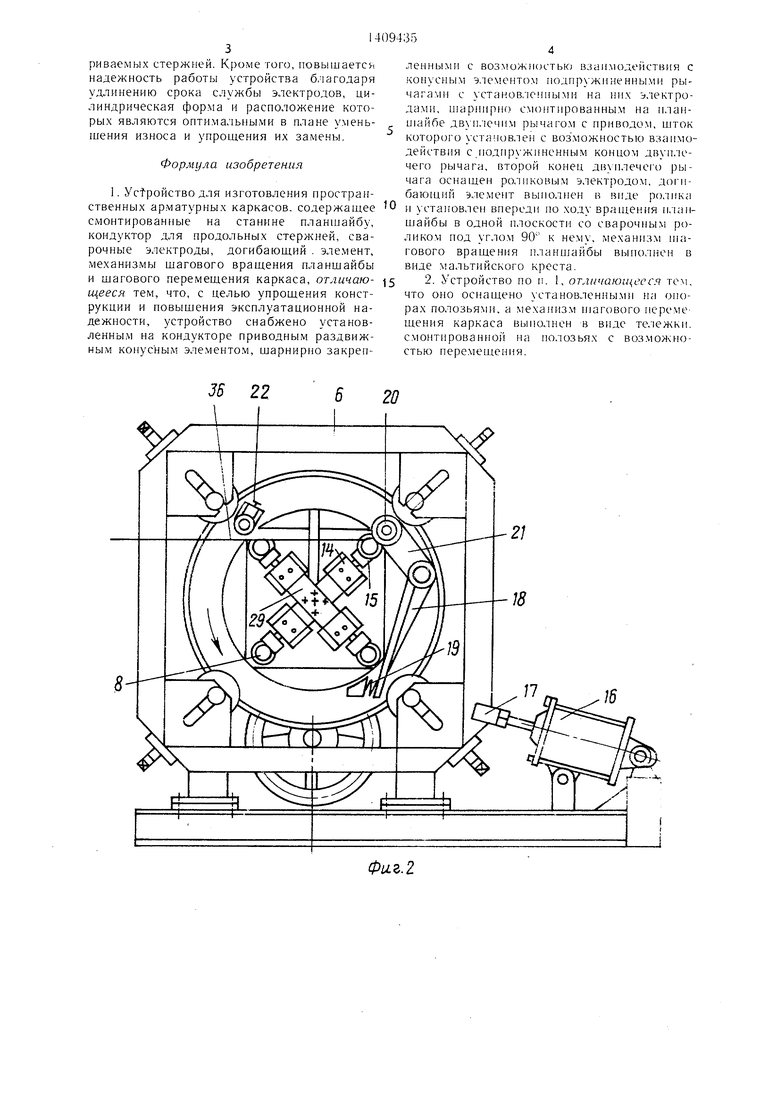
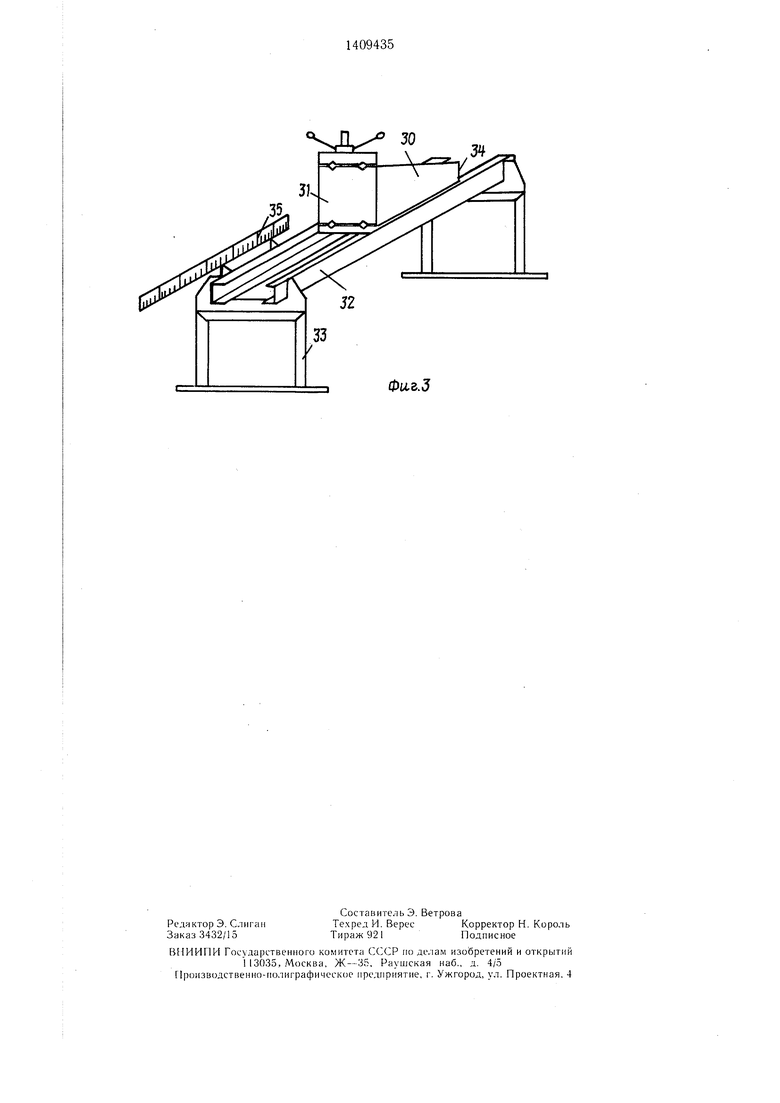
На фиг. 1 схематически изображено устройство для изготовления пространственных каркасов, вид сбоку; на фиг. 2 - то же, вид переди; на фиг. 3 - механизм шагового перемещения каркаса.
Устройство для изготовления пространственных арматурных каркасов содержит танину 1, на стойках 2 которой смонтирован четырехзвенный мальтийский механизм 3, и1естерня 4 которого связана с нланшай- бой 5, установленной на раме 6. На стойках 2 закренлены полые направляющие 7 для продольных стержней 8 каркаса. На направ- якнцих установлены пневмоцилиндр 9, на 20 штоке 10 которого закреплена конусообразная колодка 11. Возвратно-поступательное движение штока с колодкой обеспечивает сближение или раздвижку четырех рычагов 12, подпружиненных с помощью пружин 13 для их возврата и снабженных электрэдо- держателями 14 с электродами 15, расположенными симметрично по окружности внутреннего отверстия планшайбы. На станине установлен пневмоцилиндр 16, шток 17 ко- Ttfpoxo, взаимодействуя с плечом 18 дву- -JQ 1лече|-о рычага, сжимает или отжимает пружину 19, закренленную на планшейбе, тем самым увеличивая или уменьшая зазор между нродо.чьным стержнем и сварочным роликом 20, установленным на конце плеча двуплечего рычага 21. На планшайбе впереди 35 сварочного ролика и в одной плоскости с ним закреплеп гибочный ролик 22. В кожухе 23 устройства установлены пневмоцилиндры 24, прижимающие медные контакты 25 к планшайбе с противоположной ее стороны, обеспечивая тем самым прямой подйод сварочного тока от трансформатора 26 по гибкому ншнопроводу 27 к планшайбе и сварочному ролику. Жесткий шинопровод 28 соединяет трансформатор с электродами. Элект- рододержатели соединены между собой гиб- 45 кими шинами 29. Механизм шагового пере- меп1ения каркаса смонтирован отдельно и выпо. шен в виде тележки 30 с зажимным устройством 31 для продольных стержней, перемещающейся по полозьям 32, укрепленным на опорах 33, с помощью цепной передачи 34. 50
На полозьях устанрвлена мерная линейка 35. В нолых направляющих 7 предусмотрена возможность установки втулок разного lUi. iMCTpa .чля закрепления продольных стер- жно11 8.
25
40
55
N eipoi-icTBo работает следующим образом
И н(1.1ые направляющие 7 вставляют прод|). 11,мы( стержни 8. Включают пневмоци0
5
0 Q 5 5 0
линдр 16, который нажимает штоком 17 на плечо 18 двуплечего рычага. Нружина 19 сжимается, зазор между сварочным роликом 20 и продольным стержнем 8 каркаса увеличивается. В зазор вводят поперечный стержень 36 с предварительно загнутым концом. Вк,1ючают нневмоцилиндр 9, шток 10 которого конусообразной колодкой 11 раздвигает рычаги 12 с электрододержателя.ми 14 и электродами 15, устанавливая их в рабочее положение.
Шток 17 цилиндра 16, возвращаясь в исходное положение, освобождает пружину 19, которая давит на плечо 18, прижимая сварочны.м роликом 20 поперечный стержень 36 к продольному стержню 8. Нневмоцилиндр 24 прижимает медный контакт 25 к планшайбе 5 с внутренней ее стороны, создавая таким образом прямой подвод сварочного тока по шинопроводу 27 к сварочному ролику 20.
Нроисходит процесс сварки в первой точке. Включают механизм прерывистого вращения планшайбы 5 (мальтийский четырехзвенный механизм 3), который проворачивает планшайбу 5 со сварочным роликом 20 и 5 гибочным роликом 22 на угол 90°. Нри этом гибочный ролик 22, установленный впереди сварочного ролика по ходу вращения план- П1айбы, предварительно загибает понеречный стержень 36 на угол 65-70°. Это предотвращает разрушение сварного ядра и обеспечивает нормальные условия для контактной сварки. В момент холостого хода мальгнйско- го механизма длительностью 0,75 с происходит процесс варки во второй точке.
Аналогично осуществляют процесс сварки в следующих точках. При холостых ходах мальтийского механиз.ма происходит процесс сварки, а при рабочих ходах планшайба 5 поворачивается на 90°. Все четыре точки свариваются в автоматическом режиме при работающем мальтнйско.м мехаН113- ме. На четвертой точке мальтийский механизм останавливается, вернув плaнuJaй.б 5 в исходное положение, пневмоцилнндр 1Н нажимает штоком 17 на плечо 18 дв п. к-ч его рычага. Шток И) цилиндра 9 с конусообразной колодко 1 1 возвращается в исходное положение. Нружины 13 отпускают рычаги 12 с электрододержате.мями 14, электроды 15 сближаются. Включают двигатель рабочего хода тележки 30, которая перемещается на заданный шаг, устанавливаемый с помощью линейки 36. Затем снова включают пневмоци.1индр 16, и весь цикл повторяется до тех пор, пока не будет сварен каркас заданной длины.
Исгюльзова ние изобретения гюзвол | л повысить производительность труда за счет иск.пючения операции по замене электрод ;: при изменении диаметра свариваемых стержней, качество сварки за счет выдержки времени контакта э. 1ектр(;.11-в и сва0
5
риваемых стержней. Кроме того, повышается надежность работы устройства благодаря удлинению срока службы электродов, цилиндрическая форма и расположение которых являются оптимальными в плане уменьшения износа и упрощения их замены.
Формула изобретения
1. Уctpoйcтвo для изготовления пространственных арматурных каркасов, содержащее смонтированные на станине план1найбу, кондуктор для продольных стержней, сварочные электроды, догибающий . элемент, механизмы шагового вращения планшайбы и шагового перемещения каркаса, отличающееся тем, что, с целью упрощения конструкции и повыщения эксплуатационной надежности, устройство снабжено установленным на кондукторе приводным раздвижным конусным элементом, щарнирно закреп0
ленными с возможнск тью взан.модеистния с конусным элементо.м подпружиненными ры- чагамн с установленными на них электродами, HiapiHipHo смонтированным на планшайбе двуплечим рычагом с приводом, шток которого установлен с воз можностью взаимодействия с подпружиненным концом двуп. чего рычага, второй конец двуплечего рычага оснащен роликовым электродом, догп- бающнй элемент вьпюлнен в виде ролика и установлен впереди по ходу вращения план- щайбы в одной плоскости со сварочным роликом под углом 90 к нему, механизм И1а- гового вращения планц айбы выно.чн ен в виде мальтийского креста.
2. Устройство по п. 1, отличаюи{есся тем, что оно оснащено установленны.ми на опорах полозьями, а механнз.м гнагового переме щения каркаса выполнен в виде тележкн. с.монтированной на полозьях с воз.можно- стью пере.мещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1986 |
|
SU1355407A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
Изобретение относится к области машиностроения, в частности к производству устройств для изготовления пространственных арматурных каркасов, и может найти применение в строительной индустрии. Цель изобретения - упрощение конструкции и повышение эксплуатационной надежности. Привод 6 перемешает плечо 18 рычага, сжимая пружину 19. Образуется зазор между сварочным роликом 20 и продольным стержнем 8. В образовавшийся зазор вводят поперечный стержень 36. Шток 17 возвращается в исходное положение, а плечо 21 рычага перемещает сварочный ролик 20 к свариваемым стержням 8 и 36. Внутренние электроды, установленные на рычагах, поджимаются раздвижным конусным элементом. Осуществляется сварка. Включается механизм прерывистого вращения, который проворачивает планшайбу со сварочным роликом 20 и гибочным роликом 22 на угол 90°. Гибочный ролик предварительно загибает поперечный стержень 36 на угол 65-70°. Шаговое перемещение каркаса осуществляет механизм в виде тележки, перемещающейся по полозьям. Устройство позволяет исключить операции по замене электродов при изменении диаметра соединяемых стержней, выполнять сварку в момент остановки вращения планщайбы. 1 з.п. ф-лы, 3 ил. (О (Л
Фаг.г
SA± 30
Фаг.З
| Авторское, свидетельство СССР № 503671, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
