Известны гибкие дорны для изготовления резинотехнических изделий, преимущественно гнутых резиновых патрубков, состоящие из гибкого каркаса, например опирали, с металлическими патрубками на концах, и эластичной оболочки, например из фторопласта-4, охватывающей гибкий каркас. Такие дорны не долговечны, так как сердечник выходит из строя раньше, чем эластичная оболочка, в результате периодического воздействия температуры вулканизации и многократнь1х перегибов. Так как гибкий каркас деформируется в радиальном направлении, то на изогнутых участках изделий возникает некоторое нскал ение геометрической формы поперечного сечения (сплющивание), приводящее к снижению качества или к браку изделия.
Цель изобретения - повышение радиальной жесткости дорна и улучшение качества выпускаемых изделий. Это достигается тем, что в предлагаемом гибком дорне гибкий каркас выполнен в виде набора соосно расположенных выпукло-вогнутых шайб, внешняя форма которых соответствует форме внутреннего сечения эластичной оболочки, сопряженных по сферическим поверхностям.
Для повышения точности получения заданного радиуса кривизны дорна (изделия) сферические поверхности каждой шайбы выполнены разных радиусов. Такое выполнение гибкого дорна допускает значительно большее количество циклов перегибов его за срок службы, определяемый в данной конструкции износом эластичной оболочки, а вследствие радиальной жесткости дорна повышается качество выпускаемых изделий.
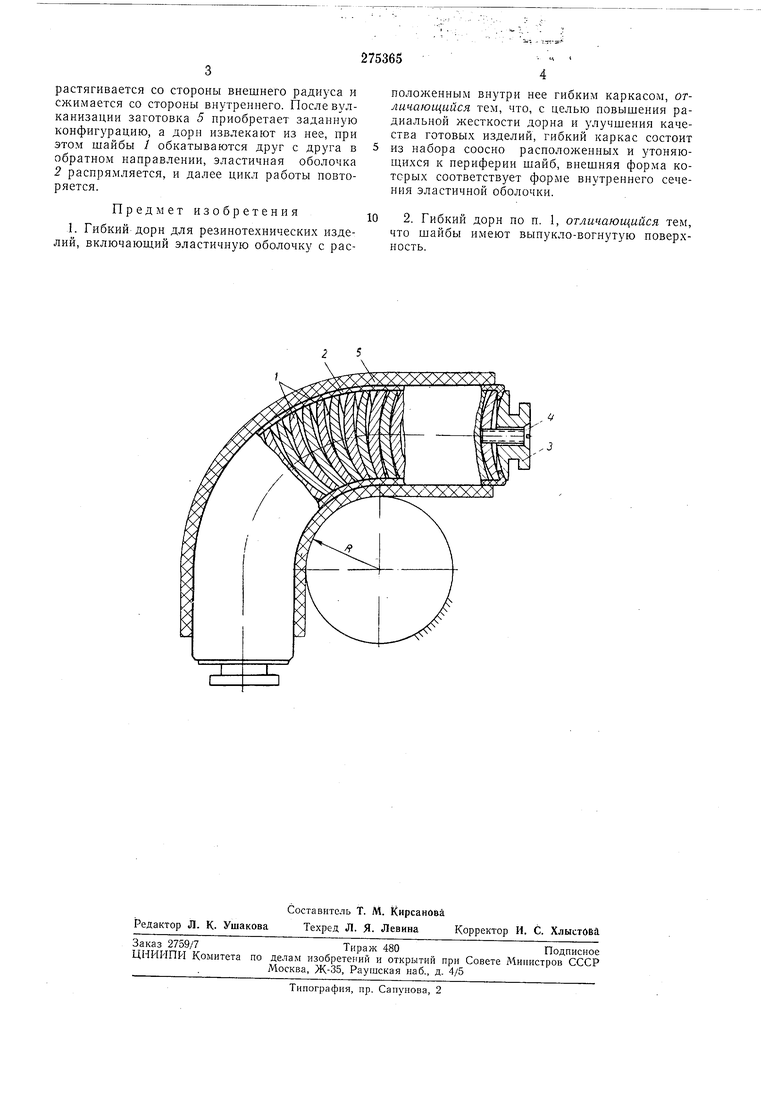
Предлагаемый дорн изобрал ен на чертеже: Выпукло-вогнутые шайбы 1 соосно расположены внутри эластичной оболочки 2 из эластичного материала, например фторопласта-4. Торцовые края эластичной оболочки завальцованы на крайние шайбы 1 и зажаты кнопками 3 с помощью винтов 4. Кнопка 3 снабжена кольцевой проточкой по наружной поверхности для захвата дорна при вводе или извлечении его из заготовки 5.
Гибкий дорн работает следующим образом.
После ввода чорна в прямую заготовку 5
дорн вместе с заготовкой изгибают по заданному радиусу R на неподвижной оправке вулканизационной формы и придают заданную конфигурацию. При этом вогнутая сферическая поверхность одной шайбы обкатывается по выпуклой сферической поверхности другой.
а оси шайб располагаются по касательной к осевой линии заготовки на участке изгиба, что обеспечивает получение точного радиуса изгиба. Эластичная оболочка 2, контактируя с нарастягивается со стороны внешнего радиуса и сжимается со стороны внутреннего. После вулканизации заготовка 5 приобретает заданную конфигурацию, а дорн извлекают из нее, при этом шайбы / обкатываются друг с друга в обратном направлении, эластичная оболочка 2 распрямляется, и далее цикл работы повторяется.
Предмет изобретения
I. Гибкий дорн для резинотехнических изделий, включающий эластичную оболочку с расположенным внутри нее гибким каркасом, отличающийся тем, что, с целью повышения радиальной жесткости дорна и улучшения качества готовых изделий, гибкий каркас состоит из набора соосно расположенных и утоняющихся к периферии шайб, внешняя форма которых соответствует форме внутреннего сечения эластичной оболочки.
2. Гибкий дорн по п. 1, отличающийся тем, что шайбы имеют выпукло-вогнутую поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1971 |
|
SU291804A1 |
| Установка для сборки рукавов | 1979 |
|
SU912533A1 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1985 |
|
SU1227491A1 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1999 |
|
RU2154576C1 |
| Вулканизационный дорн | 1985 |
|
SU1260226A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС И СПОСОБ ШТАМПОВКИ С ОБКАТЫВАНИЕМ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2380231C2 |
