Изобретение относится к области термообработки изделий.
Известно индукционное устройство для термообработки валов, содержащее индуктор и спрейер, размещенные в защитной камере с соплами для подачи инертного газа, с уплотнением в верхней части камеры и насадкой, расположенной в нижней ее части.
Описываемое устройство отличается от известного тем, что оно снабжено секционным уплотняющим кольцом с подпружиненными друг относительно друга секциями. Это позволяет осуществлять непрерывно-последовательную закалку валов переменного профиля в защитной атмосфере.
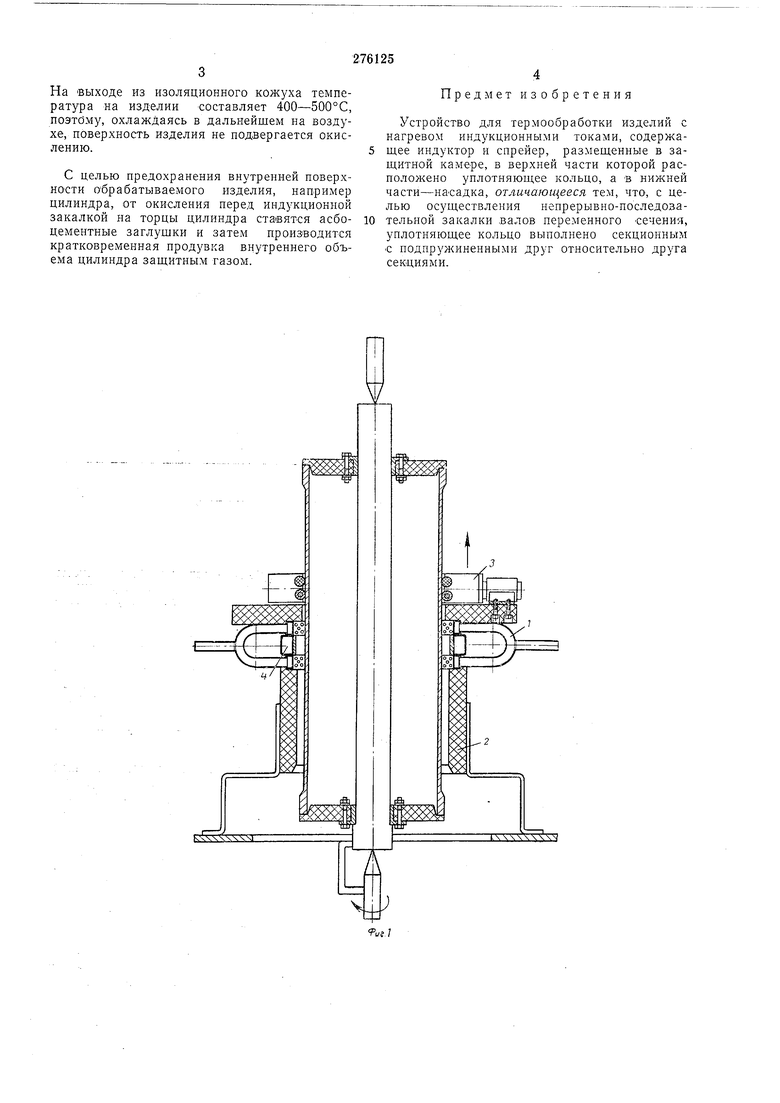
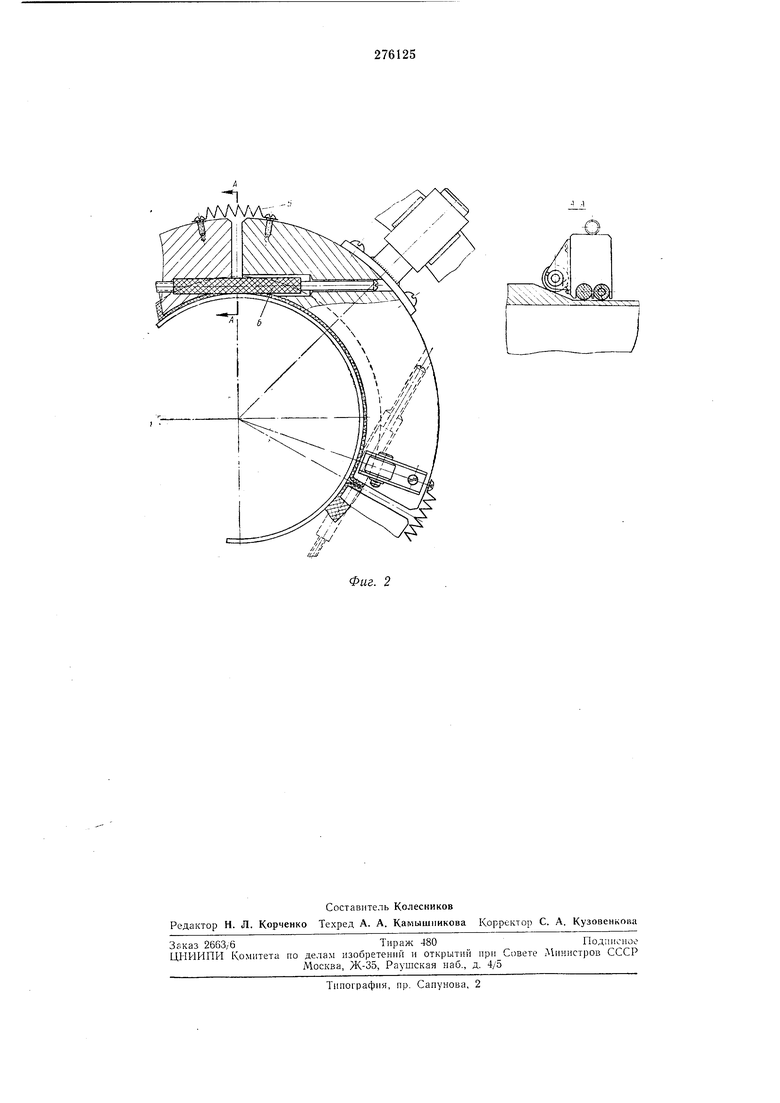
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - уплотнение.
Устройство состоит из кольцевого индуктора 1, являющегося одновременно спрейером, изоляционного кожуха 2 и уплотнительного разжимного кольца 3. Индуктор изготавливается из медной пластины толщиной 8-10 лш, к которой припаяны с двух сторон профилированные медные трубки с отверстиями для подачи защитных сред.
Охлаждение индуктора производится через трубку 4, по которой циркулирует вода. Снизу к индуктору крепится л- аростойкий изоляционный кожух 2, изготавливаемый из асбестоцементной трубной заготовки. Кожух имеет внутренний диаметр, равный диаметру индуктора. Высота изоляционного кожуха 100- 150 мм.
Сверху на индуктор устанавливается разжимное уплотнительное кольцо 3 из асбестоцемента, состоящее из трех секций. Под действием пружин 5 асбоцементные разжимные секции прил имают к обрабатываемому изделию уплотнительные валики 6, изготовленные из шнурового асбеста, пропитанного жидким стеклом.
В процессе непрерывно-последовательной закалки индуктор с изоляционным кожухом и уплотнительным кольцом перемещается вверх относительно вращающегося изделия. В зону нагрева через профилированные медные трубки поступает защитный газ.
Назначение уплотнительного -разжимного кольца и изоляционного колсуха состоит в том, чтобы устранить утечку защитных сред из зоны нагрева. Благодаря этому удается
создать небольшое избыточное давление защитной атмосферы в зоне нагрева изделия.
Предохранение поверхности изделия от окисления в процессе термообработки обеспечивается тем, что нагрев и охлаждение происНа Выходе из изоляционного кожуха температура на изделии составляет 400-500°С, поэтому, охлаждаясь в дальнейшем на воздухе, поверхность изделия не подвергается окислению.
С целью предохранения внутренней поверхности обрабатываемого изделия, например цилиндра, от окисления перед индукционной закалкой на торцы цилиндра ставятся асбоцементные заглушки и затем производится кратковременная продувка внутреннего объема цилиндра зашитным газом.
Предмет изобретения
Устройство для термообработки изделий с нагревом индукционными токами, содержашее индуктор и спрейер, размеш,енные в защитной камере, в верхней части которой расположено уплотняющее кольцо, а в нижней части-на-садка, отличающееся тем, что, с целью осуществления непрерывно-последовательной закалки .валов переменного Сечения, уплотняющее кольцо выполнено секционным С нодпрул иненными друг относительно друга секциями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ КРУПНЫХ ВАЛКОВ | 1993 |
|
RU2048666C1 |
| Многовитковый закалочный индуктор | 1955 |
|
SU111788A1 |
| Устройство для закалки и отпуска изделий | 1983 |
|
SU1096287A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201460C2 |
| СПОСОБ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089627C1 |
| ^А1ШТШчГХШ!^ГЯДЛ | 1973 |
|
SU390160A1 |
| ИНДУКТОР ОДНОКРАТНОГО ДЕЙСТВИЯ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА СЛОЖНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2672968C2 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
j .1
Фиг. 2
