Известна экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов, содержащая набор дорнов, образуюш,их с матрицей входные, распределительные и формующие каналы.
В предлагаемой экструзионной головке дорны с помощью перемычек и траверс объединены в неразъемные группы, базирующиеся друг относительно друга и относительно матрицы с помощью выполненных на дорнах щипов и опирающиеся на матрицу упорными выступами траверс, благодаря чему повышается точность изготовления изделий.
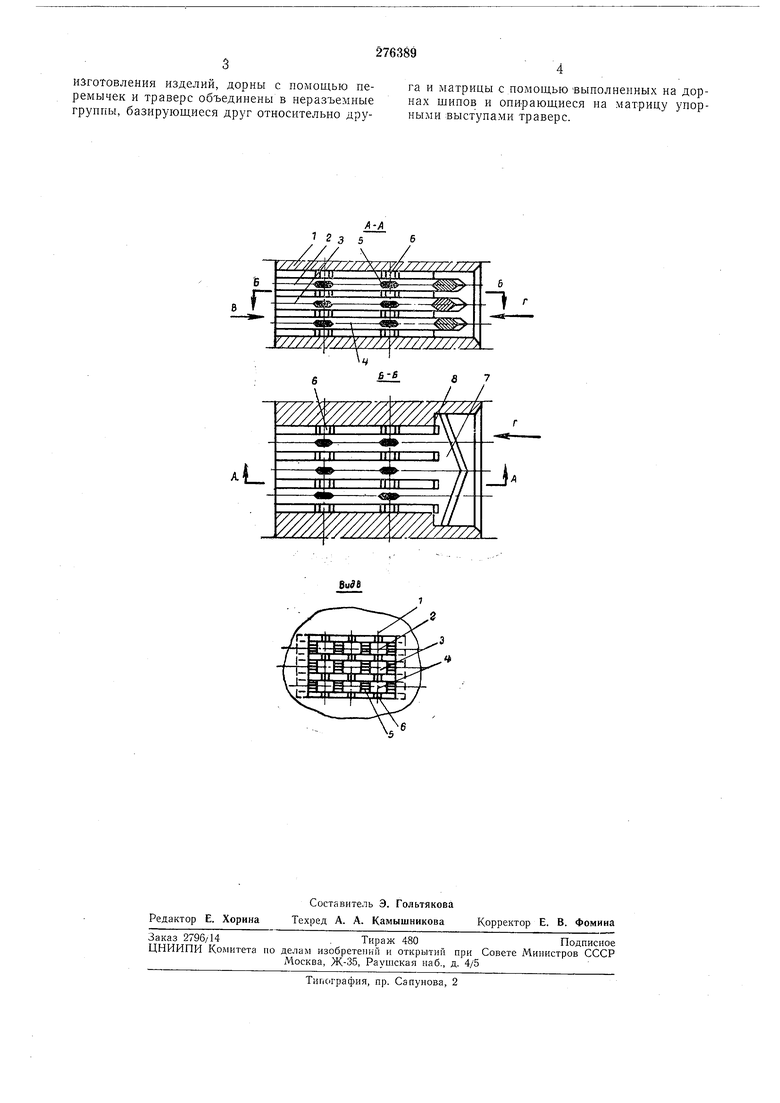
На чертеже схематически изображена предлагаемая экструзионная головка.
Она содержит матрицу 1 и группу дорнов 2, 3 и 4, соединенных перемычками 5 и снабженных шипами 6. Крайние 2, 4 и средняя 3 группы, состоящие каждая из трех дорнов, соединяемых перемычками 5 и траверсами 7, упираются в матрицу / упорными выступами 8 траверс 7 и базируются друг относительно друга и относительно матрицы / при помощи обтекаемых шипов 6, расположенных на дорнах вдоль направления течения перерабатываемого материала.
обеспечивая тем самым их единообразное рабочее положение в осевом направлении; щипы 6 и перемычки 5 обеспечивают соблюдение требуемых размеров каналов. После прохождения зоны обтекаемых перемычек и шипов перерабатываемый материал сваривается в единое целое и выдавливается из головки в виде изделия. В случае необходимости с целью гарантирования более надежной сварки потока каналы в зоне выхода (после последних шипов и перемычек) могут быть сужены.
При демонтаже весь пакет дорноъ извлекается совместно с пресс-остатком и легко отделяется от него.
Возможны конструктивные варианты, в которых траверсы 7 не применяются. Взамен их используется носледовательная ступенчатая опора индивидуальных дорнов от центрального дорна к периферии (матрице), причем нагрузка, приходящаяся на весь пакет дорнов, передается на матрнцу через крайние дорны.
Предмет изобретения
Экструзнонная головка для изготовления многополостных профильных изделий из полимерных материалов, содержащая набор дорнов, образующих с матрицей входные, распределительные и формующие каналы, отличающаяся тем, что, с целью повышения точности
изготовления изделий, дорны с помощью перемычек и траверс объединены в неразъемные грунпы, базирующиеся друг относителы-ю друга и матрицы с помощью-выполненных на дорнах ЩИПОБ и опирающиеся на матрицу упорными выступами траверс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯМНОГОПОЛОСТНЬ!Х ПРОФИЛЬНЫХ ИЗДЕЛИЙИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433035A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1975 |
|
SU612816A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для изготовления профильных изделий | 1982 |
|
SU1106668A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2210500C1 |
| Устройство для изготовления пластмассовых полых изделий из расплава | 1983 |
|
SU1128825A3 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |