Изобретение отиосится к прокатному производству, а именно к прокатке полос и листов.
Известны способы регулирования иоперечного профиля полос по ширине. Наиболее ранний из ., тепловое регулирование профиля, весьма инерционен и неирименим при BbicoKiix скоростях. В частности, известен способ регулирования профиля полосы путем изгиба рабочего залка в вертикально) плоскости. Однако наряду . с 1 зменением профиля полосы изменяется и ее средняя толщппа.
Цель изобретения-обеспечеиие независимого оперативного изменения поперечного профиля полосы и улучшение выкатки.
Для этого изгиб рабочих валков осуществляют в горизо ггальной плоскости при одной или двух фиксированных точка.х рабочего валка.
На фиг. 1 показана прокатка на стане кварто; па фиг. 2 - то же, в плане; на фиг. 3 - рабочие валки, прогнутые посредине относительно фиксированных точек Б и В, форма межвалковой - выпуклая; на фиг. 4-рабочие валки, прогнутые по краям бочки относительно фиксированной средней точки Л, форма межвалковой ш,ели - вогнутая: на фиг. 5- рабочие валки, прогнутые по одиому из краев бочки относительно фиксированной точки Б или В, форма межвалковой шели клиновидная;
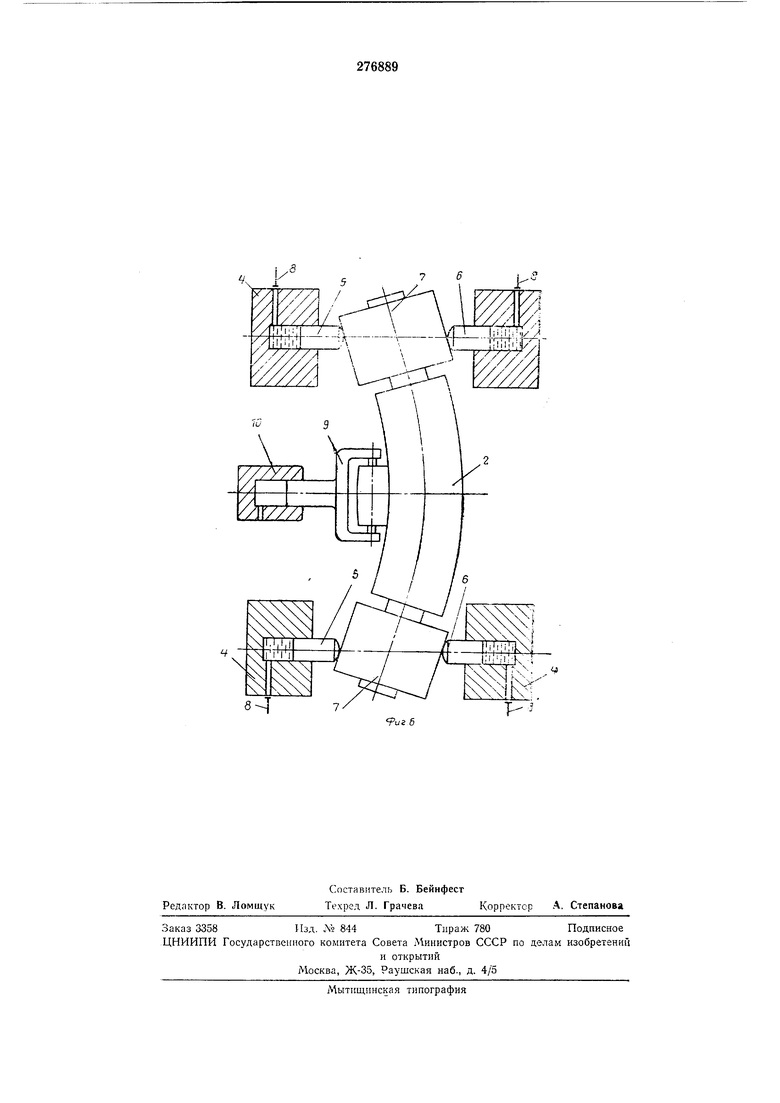
па фиг. 6 - схема регул)руюшего устройства.
Прокатиый стан с опорными / и рабочими 2 валками обжимает полосу 5, которая при параллельных осях рабочих и опорных валков имеет прямоугольное сечение (см. фиг. 2). Изгибая рабочие валки 2 в горизонтальной плоскости таким образом, чтобы опорные 1 и рабочие 2 валки контактировали в средней точке Л и в крайних точках Б и В, получают необходимую форму межвалковой щели.
В иодушки 4 встроены опорные валки / гидроцил шдров о и 6. которые упираются в подушки 7 рабочих валков 2. По трубопроводам 8 в гидроцилиндры под давлением подается жидкость. Передвижной упор 9, закрепленный на станине W, служит для фиксации средней точки А рабочего валка 2.
Если гидроцилги дры 6 находятся под давлением, необходимым для получения требуемого прогиба рабочего валка 2, гидроцилиндры 5 включены на слив, а валок 2 прогибается вокруг упора 9.
При перемещении упора 9 точка А рабочего валка 2 сдвигается относительно оси опорного валка, и, таким образом, получают конфигурацию профиля от выпуклого (см. фиг. 3) до вогнутого (см. фиг. 4).
точка В валка 2 прогибается относительно точки Б.
По предлагаемому способу возможна оперативная регулировка только профиля полосы без затрагивания ее средней толщины.
Предмет изобретения Способ регулирования поперечного профиля полосы при прокатке, например, в стане кварто, отличающийся тем, что, с цельк обеспечения независимого оперативного измеиения поперечного профиля полосы и улучшения выкатки, изгнб рабочих валков производят в горизонтальной плоскости при одной или двух фиксированных точках рабочего валка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| Способ прокатки толстых листов в клети кварто | 1984 |
|
SU1186295A1 |
| Прокатная клеть кварто | 1986 |
|
SU1388129A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
2 7
иг2
2 1
falS
