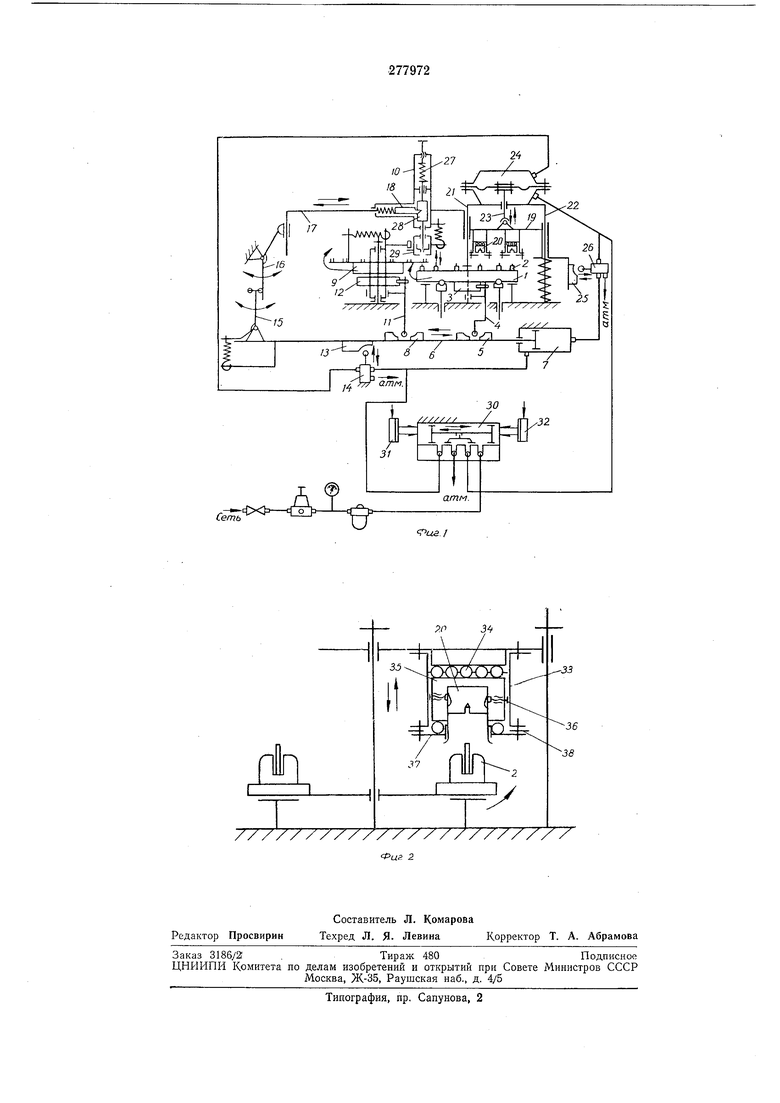
Изобретение относится к области сварочной техники и может быть использовано в электронной промышленности для приварки выводов к фланцам транзисторов. Известно устройство, содержащее подвижную сварочную головку, механизмы подачи свариваемых изделий и общий привод неремещения всех исполнительных механизмов. Такое устройство не обеспечивает высокого качества сварных соединений при приварке вывода из металла, который тверже металла фланца. Предлагаемое устройство отличается от известных тем, что оно снабжено механизмом высадки головки вывода, выполненным в виде ротора с матрицами по его окружности, установленного под сварочной головкой с возможностью последовательной подачи в зону сварки выводов после высадки головок нуансонами, жестко связанными с корнусом сварочной головки, расположенными над роторами и перемещающимися вместе со сварочной головкой по вертикальным направляющим. Кроме того, пуансон и матрицы снабжены ловителями, а пуансоны выполнены плавающими в плоскости, перпендикулярной своей оси. Это отличие способствует повышению производительности и улучшению качества. На фиг. 1 показана кинематическая схема предлагаемого устройства; на фиг. 2 - блок пуансонов. Ротор 1 с 12 матрицами 2 имеет храповой механизм 3, который рычагом 4 и кулачком 5 связан со штоком 6 пневмоцилиндра 7. На штоке 6 расиолол ены также кулачки 8 для привода устройства 9, подающего фланцы в сварочную головку 10, рычагом 11 и храиовым механизмом 12 и кулачки 13 для переключения трехходового клапана 14. Шток 6 рычагами 15, 16 и 17 связан с защелкой 18. Над ротором / расноложен блок пуансонов 19 с двумя плавающими пуансонами 20 1-й и 2-й высадки. Блок пуансонов 19 установлен на направляющих стойках 21 и 22 н висит на штоке 23 пневмокамеры 24. На блоке пуансонов укреплены кулачок 25 для управления трехходовым клапаном 26 и сварочная головка 10. В последней- размещена пружина 27, защелка 18 и боек 28 с гнездом 29 для зажима фланца. Необходимую последовательность срабатываиия всех узлов полуавтомата обеспечивает воздухораспределитель 30 с электромагнитами / и 32.
Управление воздухораспределителем осуществляется с помощью пусковой кнопки и концевых выключателей, которые на схеме не указаны.
При нажатии па пусковую кпопку включается правый электромагнит 32 воздухораспределителя 30, воздух поступает в пневмоцилиндр 7 и втягивает щток 6. Шток 6 с помощью рычагсв 15 и 16 выводит защелку 18 из зацепления с бойком 28 сварочной головкп JO. Под действием пружины 27 боек с фланцем перемещается до соударения свариваемых деталей. При дальнейщем двилсении щтока кулачок 13 включает трехходовой клапан 14, и воздух поступает в пневмокамеру 24. Шток 23 пневмокамеры 24 перемещает блок пуансонов 19 вниз по направляющим стойкам 21 и 22. При этом пуансоны 20 осуществляют формовку головки вывода. Од110временно с формовкой головок вывода при перемещении блока пуансонов 19 вниз корпус сварочной головки 10, закрепленный на блоке пуансонов 19, также перемещается вниз. В результате этого боек 28 сварочной головки 10 устанавливается на защелку 18. В конце хода шток 23 пневмокамеры 24 с помощью концевого выключателя включает левый электромагнит 31 воздухораспределителя 30. Осуществляется подача воздуха в нижнюю нолосгь пневмокамеры 24 и обратный ход штока 23, который отводит пуансоны 20 от матриц 2. Одновременно с блоком пуансонов 19 неремещается вверх и сварочная головка 10 с приваренным к выводу фланцем.
При дальнейщем движении щтока кулачок 25 включает трехходовой клапан 26 так, что воздух попадает в правую полость пневмоцилиндра 7, и щток 6 выдвигается. Последний при помощи кулачка 5 и храпового механизма 3 поворачивает ротор 1 с матрицами 2. Этим самым вывод со сформованной головкой перемещается на позицию сварки, а вновь загруженные выводы - под пуансоны. Одновременно с поворотом ротора с номощью второго храпового механизма 12 поворачивается устройство, которое выгружает готовое изделие и загружает новый фланец в гнездо 29 сварочной головки 10. Формуют головку вывода двумя плавающими пуансонами 1-й и 2-й высадки, закрепленными в блоке пуансонов 19, и матрицами 2, расположенными на роторе 1.
Осуществить одновременно 1-ю и 2-ю высадку головки вывода, обычными пуансонами невозможно, так как это приведет к смещеПИЮ отформсванной головки относительно стержня вывода.
Плавающий пуансон позволяет производить .многонозиционную одновременную высадку конца вывода, с целью получения головки нужной формы. Он состоит из корпуса 33, набора щариков 34, пуансонодержателя 35 с ловителем, винтов крепления 36 пуансона, пуансона 20, крышки 37 и регулировочной прокладки 38.
Пуансон 20 закреплен в нуансонодержателе 35 тремя винтами 36. Пуансонодержатель 55 расположен на щариковой оноре и может соверщать радиальное перемещение. Крепление пуансонодержателя в корпусе выполнено с номощью крышки 37. Регулировка осевого зазора осуществляется регулировочной прокладкой 38.
При перемещении блока пуансонов пуансонодержатель 35 свои.л ловителем, выполненным в виде конической заходной части, встречает на нути матрицу 2. Пуансоподержатель 55 благодаря радиальному перемещению цилиндрической частью заходит на матрицу и тем самым обеспечивается соосность в расположении фор.мующих элементов друг относительно друга.
Формуют головку вывода одновременно на двух позициях двумя пуансонами 1-й и 2-й высадки. После формовки головки вывода блок пуансонов отводится вверх, ротор с матрицами поворачивается, и очередные матрицы становятся на позицию формовки головки.
Предмет изобретения
Устройство для ударной конденсаторной сварки преимущественно выводов с фланцами транзистора, содержащее подвижпую сварочную головку, механизм подачи свариваемых изделий и общий привод перемещения всех исполнительных механизлюв, отличающееся тем, что, с целью повышения производительности и улучшения качества сварного соединения, оно снабжено механизмом высадки головки вывода, выполненным в виде ротора с матрицами по его окружности, установленного иод сварочной с возможностью носледовательной подачи в зону сварки выводов после высадки головок пуансонами, жестко связанными с корпусом сварочной головки, расноложенны.ми над ротором и перемещающимися вместе со сварочной головкой но вертикальны.м направляющим, при этом пуансоны и матрицы снабжены ловителями, а пуансоны выполнены плавающими в плоскости, перпендикулярной своей оси.
Сеть
us I