tl
Изобретение предназначено для изготовления кассет, используемых нрн кассетнолг методе производства конденсаторов.
Известны устройства для изготовления кассет и установки в них выводс в, содержащие механизм подачи картонной ленты, штамп для вырубки окон в кассете, механизм формовки выводов и установки их в кассеты, механизм отрезки кассет с выводами, унравляемый счетчиком, и приводной механизм.
С целью повышения производительности работы в предлагаемом устройстве штамп для вырубки окон в кассете содержит Н-образный пуансон, а механизм формовки выводов и установки их в кассеты снабжен приспособлением для изгибания картонной ленты в поперечном .направлении, вынолненным в виде двух установленных под острым углом к оси симметрии ленты направляющих, снабженных продольными пазами для кромок ленты.
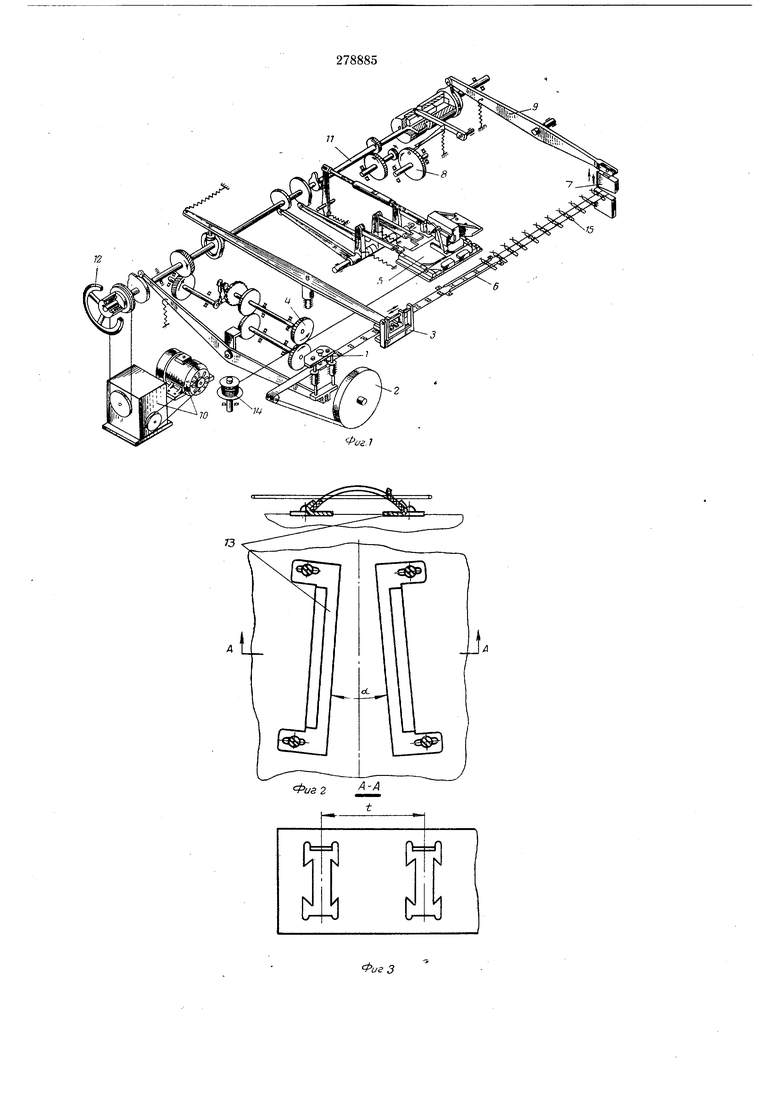
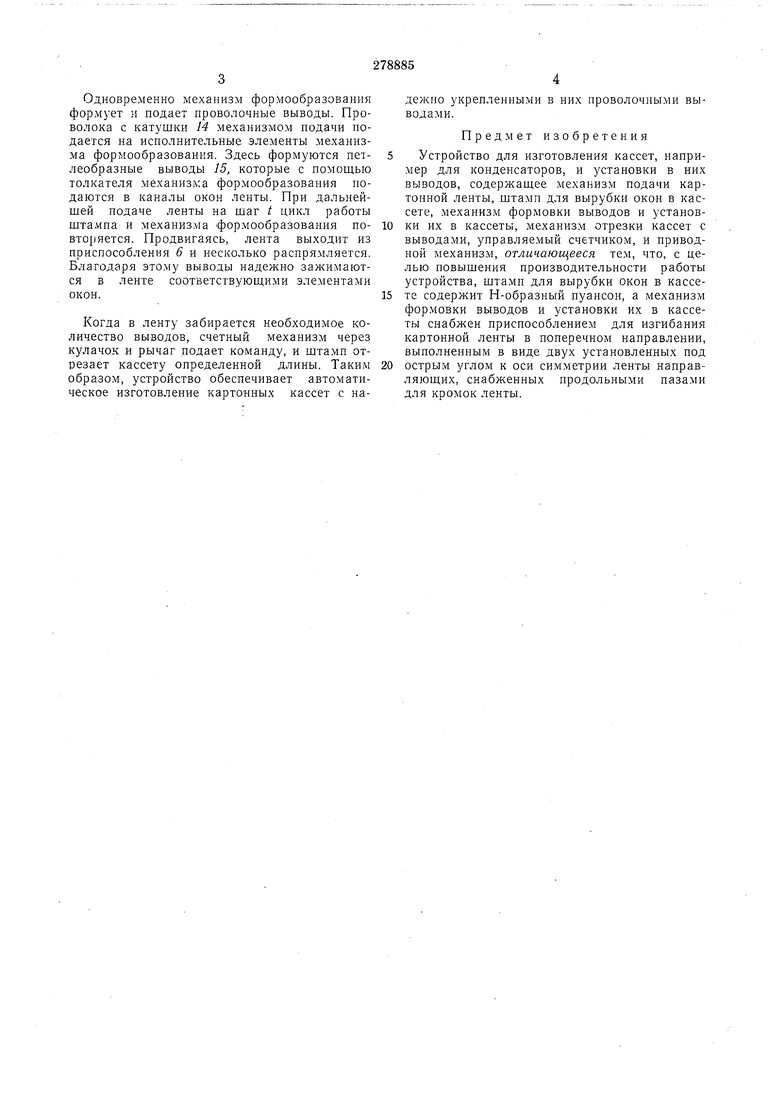
На фиг. 1 показана кинематическая схема предлагаемого устройства; на фиг. 2 - один из возможных вариантов приспособления для придания кассетам радиусного прогиба в поперечном сечении; на фиг. 3 - отрезок кассеты с вырубленными в ней окнами Н-образной формы.
2, механизм 3 подачи ленты, механиз: 1 4 подачи проволоки, механизм 5 формообразования и подачи выводов с приспособлением 6 для придания ленте радиусного ирогиба в поперечном сечении, отрезной штамп 7, управляемый счетным механизмом 8 с помощью рычага 9. Привод механизмов осуществляется от электродвигатела 10 с редуктором через раснределительный вал 11 с системой кулачков и рычагов. Для ручной настройки устройство снабжено маховиком с муфтой 12, смонтированным на валу. Приспособление 6 выполнено в виде двух направляющих 13, сходящихся по ходу движения ленты под некоторым углом а. Картонная лента с рзлона механизмом подачи ленты подается на некоторый шаг t к другим исполнительным механизмам устройства. Когда лента проходит через штамп, в ней с таким же шагом / вырубаются окна П-образной формы. Затем лента попадает в зону заборки выводов и, проходя между направляющими приспособления 6, получает радиусный прогиб. Па позиции заборки в окнах ленты образуются открытые каналы для беспрепятственного прохождения ползуна формующего механизма с готовым проволочным выводом, что повышает наделчность устройства в работе и обеспечивает возможность автоматизации заборки
Одновременно механизм формообразования формует и подает проволочные выводы. Проволока с катушки 14 механизмом подачи подается на исполнительные элементы механизма формообразования. Здесь формуются петлеобразные выводы 15, которые с помощью толкателя механизма формообразования подаются в каналы окон ленты. При дальнейшей подаче ленты на шаг t цикл работы штампа и механизма формообразования повторяется. Продвигаясь, лента выходит из приспособления 6 и несколько распрямляется. Благодаря этому выводы надежно зажимаются в ленте соответствуюш,ими элементами окон.
Когда в ленту забирается необходимое количество выводов, счетный механизм через кулачок и рычаг подает команду, и штамп отрезает кассету определенной длины. Таким образом, устройство обеспечивает автоматическое изготовление картонных кассет с надежно укрепленными в них проволочными выводами.
Предмет изобретения
Устройство для изготовления кассет, например для конденсаторов, и установки в них выводов, содержаш;ее механизм подачи картонной ленты, штамп для вырубки окон в кассете, механизм формовки выводов и установки их в кассеты, механизм отрезки кассет с выводами, управляемый счетчиком, и приводной механизм, отличающееся тем, что, с целью повышения производительности работы устройства, штамп для вырубки окон в кассете содержит Н-образный пуансон, а механизм формовки выводов и установки их в кассеты снабжен приспособлением для изгибания картонной ленты в поперечном направлении, выполненным в виде двух установленных под
острым углом к оси симметрии ленты направляюш;их, снабженных продольными пазами для кромок ленты.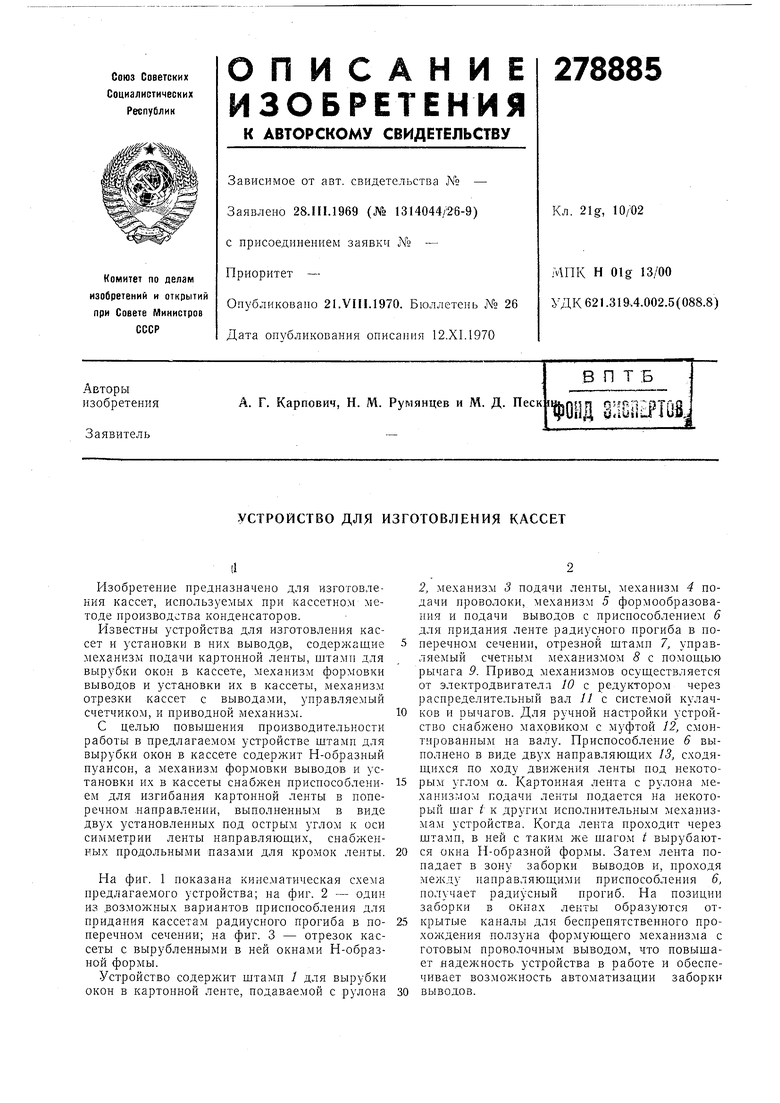
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| БИБЛИОТЕКААвторы | 1973 |
|
SU369068A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАССЕТ | 1971 |
|
SU424244A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |