Изобретение относится к области соединения вывода с изолированным проводником (0 0,04-0,1 мм), расположенным в группе витков, например, потенциометра и может найти применение в приборостроительной промышленности.
Известен способ контактной сварки, при котором предварительно удаляют изоляцию с проводника в зоне соединения, а затем осуществляют сварку. Однако такой способ трудноосуществим для случая, когда изолированный виток расположен в группе витков, так как необходимо поднять виток, зачистить кругом изоляцию и ввести электрод под виток.
Предложенный способ отличается от известного тем, что один конец привариваемого вывода отгибают и заостренным торцом прижимают при помощи малоинерционного упругого элемента к проводнику из группы витков, а другой конец вывода, удаленный от зоны сварки, размещают в токоподводящих губках ориентирующего устройства.
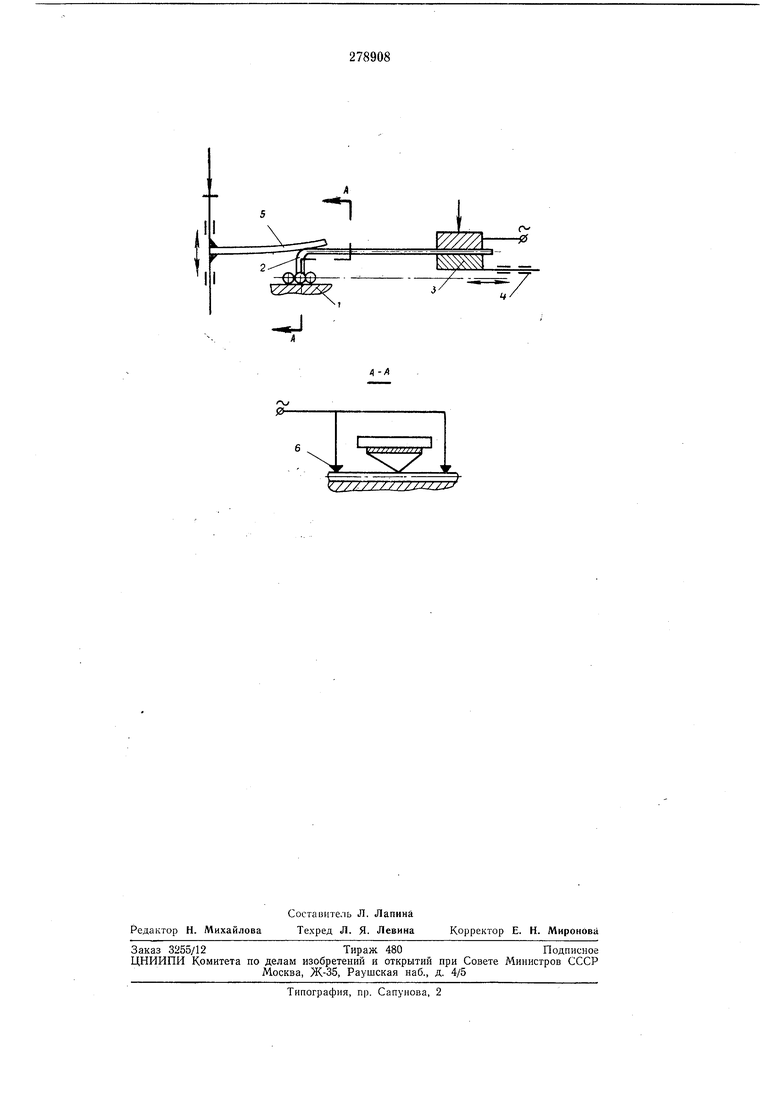
На чертеже представлена схема осуществления способа.
На витке / проводника, расположенном в группе соседних витков, сдвигом снимается изоляция с наружной стороны, т. е. со стороны сварки, на которой расположен также и токоподвод. Вывод 2 в виде ленты своим заостренным и отогнутым в сторону витка
концом устанавливается на виток, лента захвата - в токолодводящих губках 3 ориентирующего устройства, перемещением которых по направляющим 4 достигается свободно наблюдаемое совмещение конца ленты с проводником. Затем ленту прижимают к проводнику упругим малоинерционным элементом 5. Через токоподводы 6 на концах витка 1 и губки 3 пропускается импульс сварочного
тока.
Экспериментальная проверка-способа показала его надежность и сравнительную простоту выполнения.
15
Предмет изобретения
Способ контактной сварки, преимущественно вывода с изолированным проводником, расположенным в группе витков, при котором
предварительно удаляют изоляцию с проводника в зоне соединения и токоподводов, а затем производят сварку, отличающийся тем, что, с целью повышения производительности, один конец привариваемого вывода отгибают
и заостренным торцом прижимают малоииерционным упругим элементом к проводнику из группы витков, а другой конец вывода, удаленный от зоны сварки, размещают в токоподводящих губках ориентирующего устрой/1
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ МИКРОПРОВОДНИКОВ ВКРЕСТ, ИЗОЛИРОВАННОГО С НЕИЗОЛИРОВАННЫМ | 1972 |
|
SU347137A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ВКРЕСТ ИЗОЛИРОВАННОГО ПРОВОДНИКА С НЕИЗОЛИРОВАННЫМ | 1968 |
|
SU212733A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU253966A1 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1986 |
|
SU1329936A2 |
| Устройство для контактной микросварки вкрест изолированного проводника с неизолированным | 1985 |
|
SU1260138A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ВКРЕСТ | 1969 |
|
SU236667A1 |
| Способ контактной точечной электрической сварки провода | 1989 |
|
SU1706805A1 |
///./////
