1
Изобретение относится к щелевой электрической печи для термообработки, например, абразивных изделий на керамической связке.
Известны щелевые электрические печи для термообработки, содержащие туннель с размещенными е его рабочем канале плитами, перемещаемыми но направляющим гидротолкателем.
С целью донрессовки изделий при максимальной температуре облсига для получения более плотного черепка алмазного инструмента с хорощим закреплением алмазных зерен в керамической связке в предлагаемом устройстве в рабочем канале печи установлено прессующее устройство, а под направляющими смонтированы рычаги, входящие в момент прессования своими концами в пазы плит, имеющих крестообразную форму.
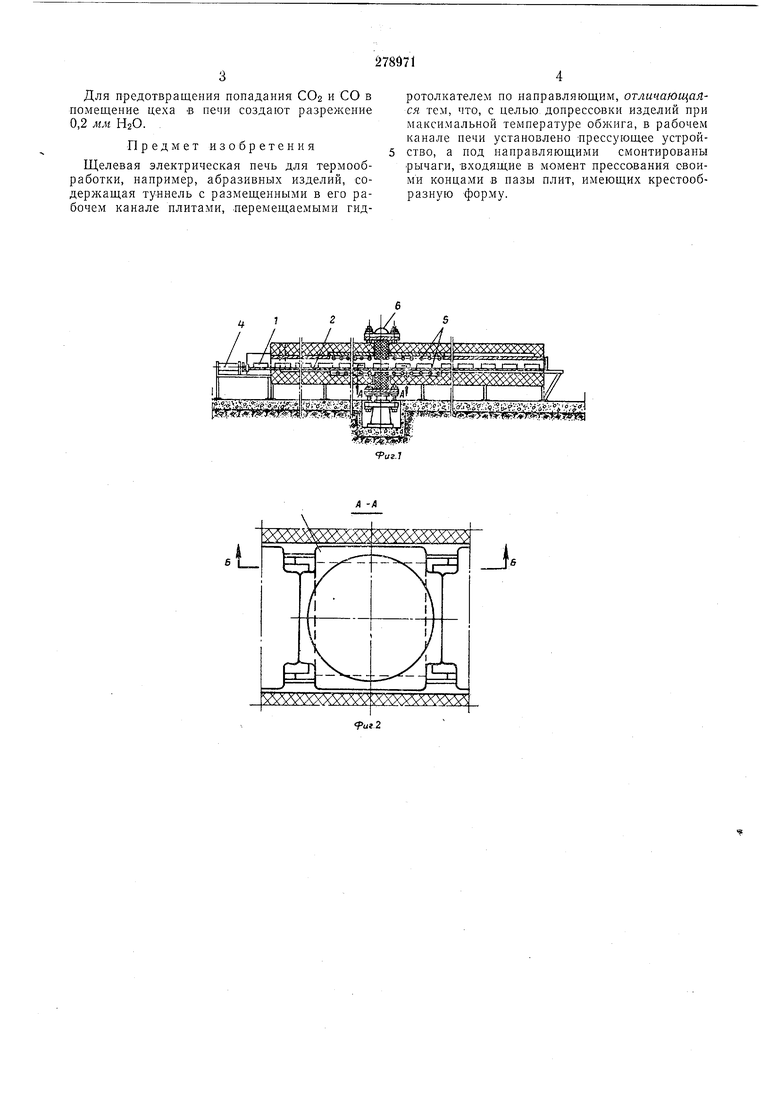
Иа фиг. 1 представлен продольный разрез печи; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 3.
Графитовые прессформы / размещены на плитах 2, передвигающихся вдоль печи по направляющим 5 с помощью гидравлического толкателя 4. В печи установлены металлические или силитовые нагреватели 5, включенные в сеть через автотрансформатор.
лено прессующее устройство 6 с нижним гидроцилиндром, работающим синхронно с гидротолкателем для передвижения плит и оборудованное рычагами 7, раздвигающими в обе стороны состав плит с тем, чтобы обеспечить возможность подпрессовки изделия без подъема и повреждения изделий, стоящих на соседних плитах. Для обеспечения зазоров между плитами,
несущими графитовые прессформы, последним придана крестообразная форма. В зазоры каждой парой плит при их передвижении у прессующего устройства с обеих сторон автоматически входят рычаги 7, которые под действием перемещающейся вверх нижней траверзы пресса 8 раздвигают плиты и освоболсдают плиту 9 с пресс-формой, стоящую под прессом. После подпрессовки плита с пресс-формой опускается на направляющие,
а после установки очередной плиты с прессформой в загрузочном конце печи гидроцилиндр толкателя получает команду на повторный цикл перемещения состава плит .на одну цозицию.
В рабочем канале печи поддерживают восстановительную атмосферу для предотвращения окисления графитовых пресс-форм, а охлаждение их осуществляется косвенно путем подачи воздуха в муфельные коробки зоны Для предотвращения попадания СО2 и СО в помещение цеха в печи создают разрежение 0,2 мм Н20. , Предмет изобретения Щелевая электрическая печь для термообработки, например, абразивных изделий, содержащая туннель с размещенными в его рабочем канале плитами, .перемещаемыми гидротолкателем по направляющим, отличающаяся тем, что, с целью допрессовки изделий при максимальной температуре обжига, в рабочем канале нечи установлено прессующее устройство, а под направляющими смонтированы рычаги, входящие в момент прессования своими концами в пазы плит, имеющих крестообразную форму.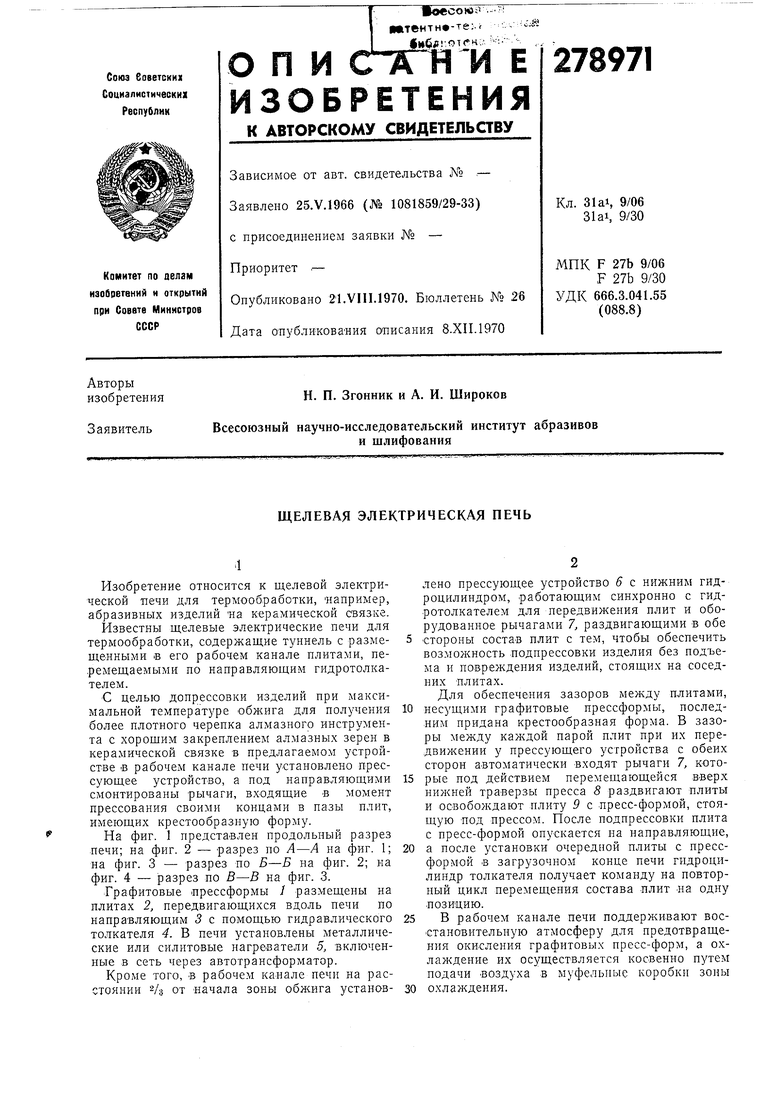
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальная туннельная электрическая печь | 1976 |
|
SU658385A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Щелевая электропечь | 1982 |
|
SU1032309A1 |
| Туннельная многоярусная печь | 1983 |
|
SU1174714A1 |
| Печь для графитации и рафинирования углеграфитовых материалов и изделий | 1971 |
|
SU456569A1 |
| Устройство для изготовления гофрированных волокнистых изделий | 1980 |
|
SU937430A1 |
| Способ изготовления кольцевого абразивного инструмента | 1990 |
|
SU1819189A3 |
| МНОГОКАНАЛЬНАЯ ТУННЕЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ | 1973 |
|
SU364817A1 |
| Способ изготовления трехслойных огнеупорных плит | 1985 |
|
SU1337369A1 |

а
б-б
7/
