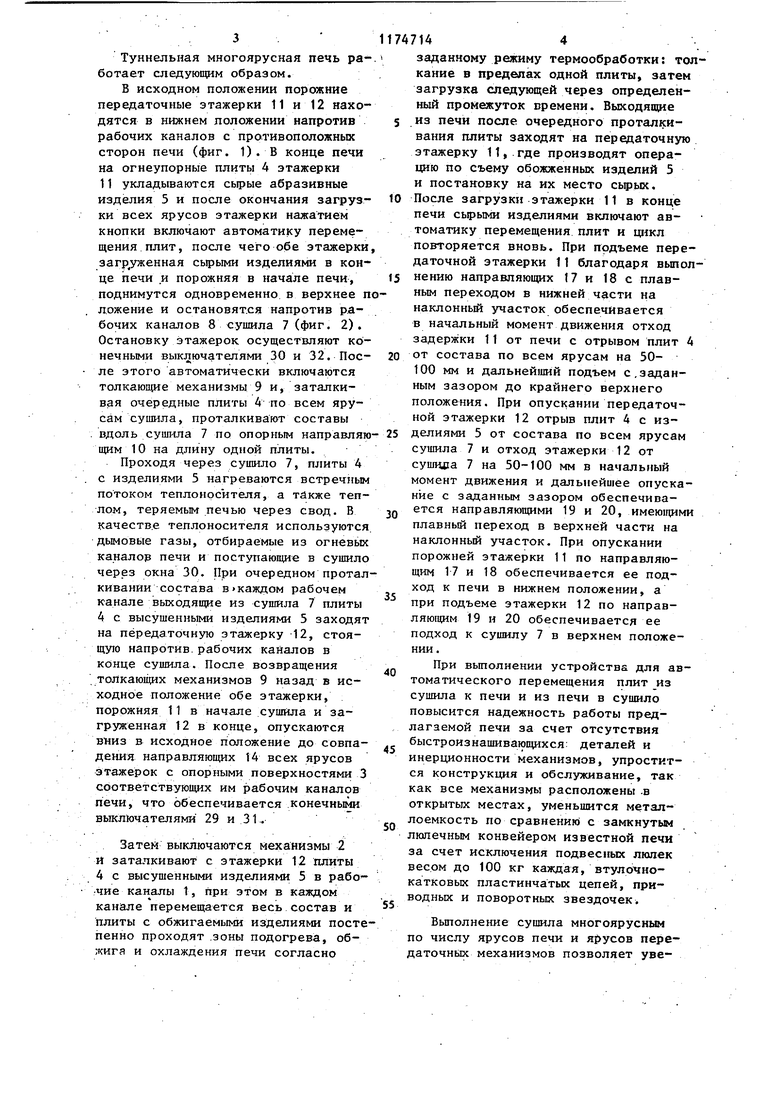
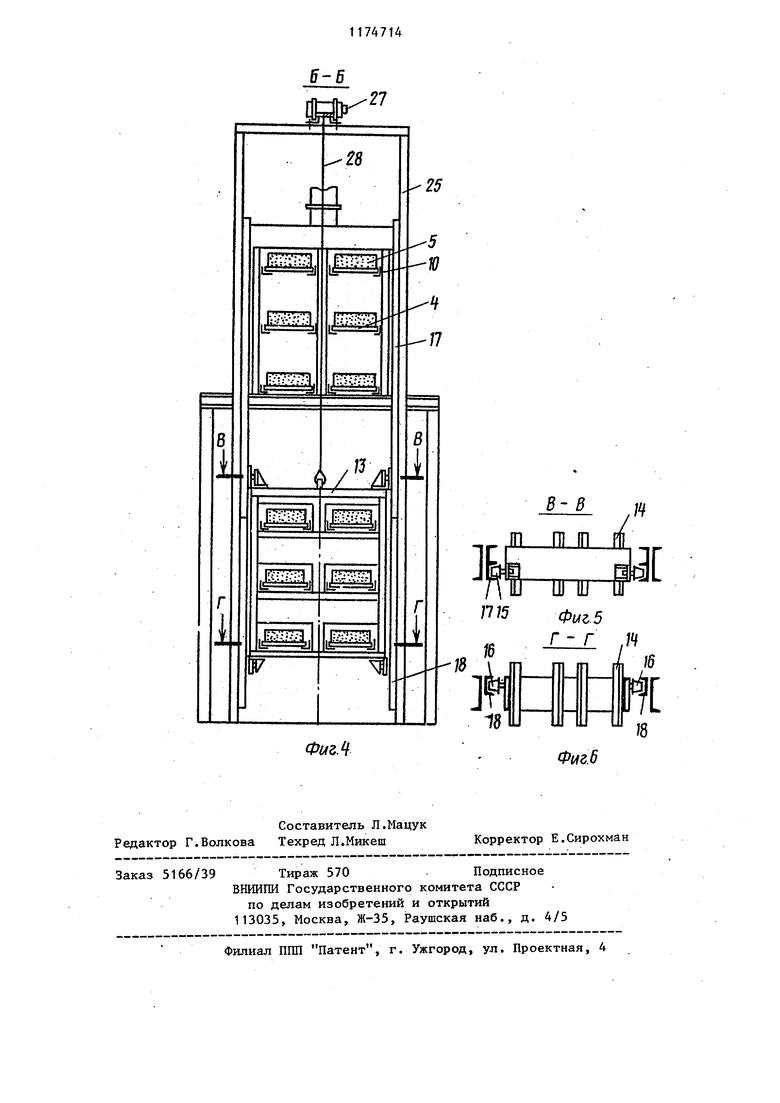
Изобретение относится к печам для обжига керамических изделий, например абразивного инструмента, и может найти применение в абразив ной, керамической, радиокерамической, алмазной и других отраслях промьпиленности, Цель изобретения - упрощение конструкции и повышение надежности работы печи, а также увеличение ее производительности. На фиг. 1 показана печь по оси каналов при нижнем положении передаточных этажерок, продольный разрез, на фиг. 2 - печь по оси каналов при верхнем положении передато ньпс этажерок, продольный разрез-, н фиг. 3 разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1 на фиг. 5 - разрез В-В на фиг. 4; фиг. 6 - разрез Г-Г на фиг. 4. Туннельная многоярусная печь содержит рабочие каналы 1, вдоль которых толкающие механизмы 2 пере мещают по опорным поверхностям 3 сплошной состав из огнеупорных плит 4 с изделиями 5. Обогрев печи прои водится газогорелочными устройства ми 6 . Многоярусное сушило 7 смонтироваио над печ7эга и предназначено для сушки изделий до их поступления в печь на обжиге. Сушило содер лшт рабочие каналы 8 для перемещен огнеупорных плит 4 с изделиями 5, толкающими механизмами 9 по опорным направляюи им 10. Количество ярусов а следовательно, и рабочих каналов в сушиле такое же, как и в печи. Для подачи плит 4 с сьфыми изделия ми 5 и для их загрузки в сушило 7 установлена в конце печи передаточ ная этажерка 11. Для подачи выходя щих из сушила огнеупорных плит 4 с высушенными изделиями 5 к толкаю щи-м механизмам 2 и заталкивания их в печь установлена передаточная этажерка 12. Каждая из этажерок со тоит (фиг. 4) из рамы 13 с направляющими 14 по каждому ярусу. Шаг между ярусами этажерок выполняется равным шагу между ярусами печи и равным шагу между ярусами сушила Количество ярусов в этажерках также соответствует количеству ярусов в печи и в сушиле. Каждая этажерка перемещается на двух парах катков 15 и 16, при этом ось верхней пары катков 15 смещена по вертикали отно-. сительно оси нижней пары катков 16. Это выполнено с той цепью, чтобы верхняя пара катков 15 катилась по направляющим 17, а нижняя пара катков 16 - по направляющим 18 для этажерки 11 в конце печи и соответственно по направляющим 19. и 20 (фиг. 1) для этажерки 12 в начале печи. Направляющие 17 и 18 расположены параллельно друг другу и каждая имеет у зоны выгрузки из печи плавный переход на наклонный участок 21 и 22 под углом 45-75° к горизонтали. Угол наклона подобран экспериментальным путем. Направляющие 19 и 20 также расположены параллельно друг другу и имеют у зоны выгрузки из сушила плавньй переход в наклонный участок 23 и 24 под углом 45-75 . Это позволяет организовать плоско параллельное перемещение передаточных этажерок 11 и 12, соответственно в нижнем и верхнем положениях, обеспечивающее отрыв зашедших на этажерку огнеупорных плит 4 от состава, выходящего из печи при подъеме этажерки 11 в конце печи, и от состава, выходящего из сушила 7 при опускании этажерки 12 в начале печи. Отход этажерок 11 и 12 в начальный момент движения обеспечивает их дальнейшее прохождение с зазором от печи и сушила. Направляющие 17 и 18 этажерки 11 и направляющие 19 и 20 этажерки 12 жестко укреплены соответственно на рамах 25 и 26. Перемещение каждой этажерки производится с пoмoщьFo электротали 27 и троса 28. В начале печи остановка этажерки 12 напротив paбQчиx каналов 1 обеспечивается конечным выключателем 29, а напротив-рабочих каналов сушила 7 конечным выключателем 30. Для остановки в конце печи этажерки 11 напротив рабочих каналов 1 установлен конечньй выключатель 31, а напротив рабочих каналов сушила 7 - конечный выключатель 32. Обогрев сушила производится теплом, теряемьш печью через свод, и дымовыми газами, отбрасываемыми из печи через окна 33 и поступающими в рабочие каналы 8 сушила 7 через окна 34. Отводятся дымовые газы из сушила 7 через окна 35 в дымовую трубу 3,6.
3 1 Туннельная многоярусная печь ра-. отает следующим образом.
В исходном положении порожние ередаточные этажерки 11 и 12 нахоятся в нижнем положении напротив абочих каналов с противоположных торон печи (фиг. 1). В конце печи а огнеупорные плиты 4 этажерки 11 укладываются сырые абразивные зделия 5 и после окончания загрузи всех ярусов этажерки нажатием кнопки включают автоматику перемещения плит, после чего обе этажерки, загр уженная сырыми изделиями в конце печи и порожняя в начале печи, поднимутся одновременно в верхнее поожение и остановятся напротив рабочих каналов 8 сушила 7 (фиг, 2). Остановку этажерок осуществляют конечными выключателями 30 и 32. После этого автоматически включаются толкающие механизмы 9 и, заталкивая очередные плиты 4 по всем ярусам сушила, проталкивают составы вдоль сушила 7 по опорным направляющим 10 на длину одной плиты.
Проходя через сушило 7, плиты 4 с изделиями 5 нагреваются встречным потоком теплоносителя, а также теплом, теряемьм печью через свод. В качеств.е теплоносителя используются дымовые газы, отбираемые из огневых каналоэ печи и поступающие в сушило через окна 30. При очередном проталкивании состава в каждом рабочем канале выходящие из сушила 7 плиты 4 с высушенными изделиями 5 заходят на передаточную этажерку 12, стоящую напротив.рабочих каналов в конце сушила. После возвращения толкающих механизмов 9 назад в исходное положение обе этажерки, порожняя 11 в начале сушила и загруженная 12 в конце, опускаются вниз а исходное положение до совпадения направляющих 14 всех ярусов этажерок с опорными поверхностями 3 соответствующих им рабочим каналов печи, что обеспечивается конечными выключателями 29 и 31..
Затем выключаются механизмы 2 и заталкивают с этажерки 12 плиты 4 с высушенными изделиями 5 в рабочие каналы 1, При этом в каждом канале перемещается весь состав и плиты с обжигаемыми изделиями постепенно проходят .зоны подогрева, обжига и охлаждения печи согласно
747144
заданному режиму термообработки: толкание в пределах одной плиты, затем загрузка следующей через определенный промежуток времени. Выводящие
5 из печи после очередного проталкивания плиты заходят на передаточную этажерку 11, где производят операцию по съему обожженных изделий 5 и постановку на их место сьфых.
0 После загрузки этажерки 11 в конце печи сьфьши изделиями включают автоматику перемещения плит и цикл повторяется вновь. При подъеме передаточной этажерки 11 благодаря выполнению направляющих 17 и 18 с плавным переходом в нижней части на наклонный участок обеспечивается в начальный момент движения отход задержки 11 от печи с отрывом плит 4
0 от состава по всем ярусам на 50100 мм и дальнейишй подъем с,заданным зазором до крайнего верхнего положения. При опускании передаточной этажерки 12 отрыв плит 4 с изделиями 5 от состава по всем ярусам сушила 7 и отход этажерки 12 от сушила 7 на 50-100 мм в начальный момент движения и дальнейшее опускание с заданным зазором обеспечиваQ ется направляющими 19 и 20, имеющими плавный переход в верхней части на наклонный участок. При опускании порожней этажерки 11 по направляющим 17 и 18 обеспечивается ее подход к печи в нижнем положении, а при подъеме этажерки 12 по направляющим 19 и 20 обеспечивается ее подход к сушилу 7 в верхнем положении.
При выполнении устройства для автоматического перемещения плит из сушила к печи и из печи в сушило повысится надежность работы предлагаемой печи за счет отсутствия быстроизнашивающихся: деталей и инерционности механизмов, упростится конструкция и обслуживание, так как все механизмы расположены .в открытых местах, уменьшится металлоемкость по сравнению с замкнутым люлечным конвейером известной печи за счет исключения подвесных люлек весом до 100 кг каждая, втулочнокатковых пластинчатых цепей, приводных и поворотных звездочек.
Выполнение сушила многоярусным по числу ярусов печи и ярусов передаточных механизмов позволяет увеличить производительность печи по сравнению, с известной, при этом возможно организовать мягкий, длительный режим сушки изделий, одина ковый по продолжительности с режи 174714 .6 мом термообработки в печи, что позволяет повысить качество продукции за счет исключения брака из-за 5 сушки, который достигает 3% в известной печи.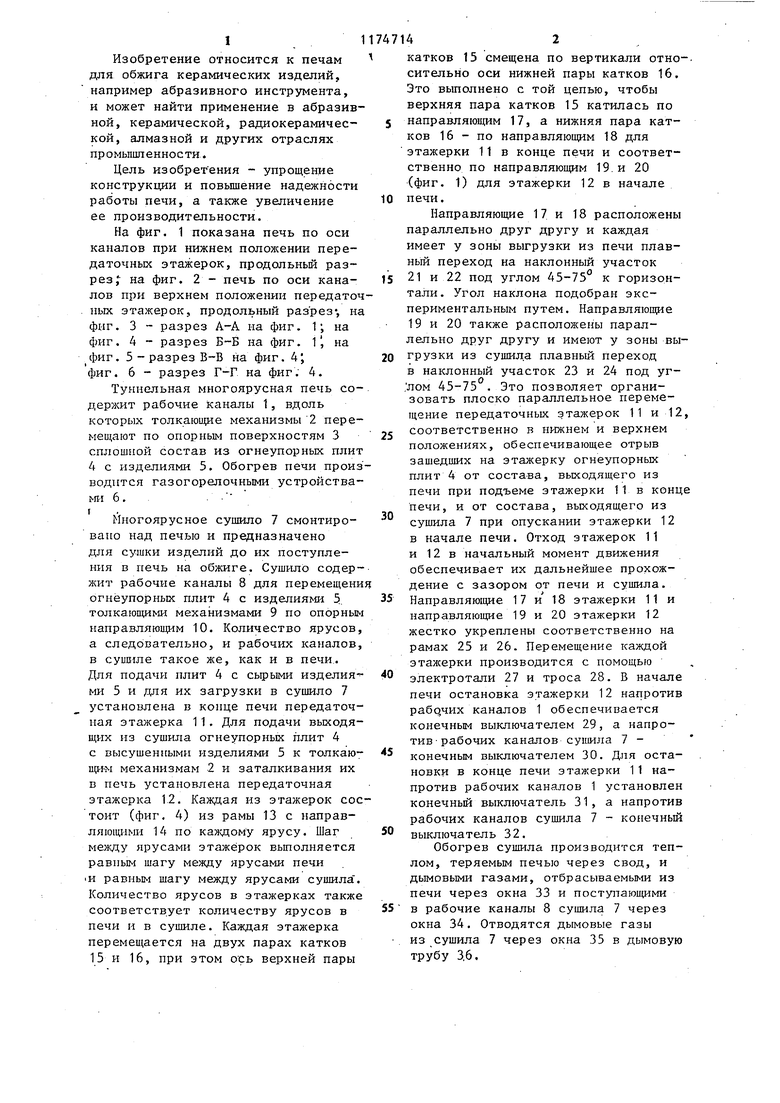
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Устройство для транспортировки изделий при обжиге в туннельной печи | 1981 |
|
SU983424A1 |
| Туннельная многоканальная печь | 1985 |
|
SU1239494A1 |
| МЕХАНИЗИРОВАННАЯ УСТАНОВКА МНОГОЯРУСНОЙ СТОЯНКИ ЛЕГКОВОГО МАЛОТОННАЖНОГО АВТОТРАНСПОРТА ЭТАР (ЭТАЖЕРКА РЫБКИНА) | 2009 |
|
RU2396402C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2049973C1 |
| Туннельная печь | 1983 |
|
SU1314215A1 |
| Туннельная многоканальная печь | 1981 |
|
SU1044935A1 |
| Установка для формования бетонных изделий на поддонах | 1990 |
|
SU1763189A1 |
| Установка для производства дренажных труб | 1977 |
|
SU733996A1 |
| Многоярусная печь | 1983 |
|
SU1249287A1 |
ТУННЕЛЬНАЯ МНОГОЯРУСНАЯ ПЕЧЬ для обжига керамических изделий, содержащая рабочие .каналы, толкающий механизм для перемешивания изделий, источники тепла, сушило, установленное над сводом, и устройство для автоматического перемещения плит с изделиями из сушила к печи и из печи в сушило, включающее передаточные механизмы с катками и направляющие, о т л и ч а ющ а я с я тем, что, с целью упрощения конструкции и повышения надежности работы печи, а также увеличения ее производительности, передаточный механизм выполнен в виде многоярусной этажерки, снабженной верхней и нижней парой катков, горизонтальные оси которых смещены по вертикали одна относительно другой, а направляющие у зоны выгрузки из печи и сущила выполнены с плавным переходом в наклонный участок, сл с причем количество ярусов этажерки и количество ярусов сушила соответствует количеству ярусов рабочих каналов печи.
М
fiЛ-К
2$
Ч 5
25
-5
-Ю
-/7
| Авторское свидетельство СССР № 229282, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
