Изобретение относится к оборудованию для сборки покрышек пневматических шин и может быть использовано на шинных заводах.
Известны устройства для обработки борта, содержаш,ие шаблон для посадки крыла и механизм для обжатия и заворота слоев корда, перемещаюп1,ийся от приводного устройства, выполненного в виде пневмоцилиндров. Однако такие устройства не обеспечивают автоматизацию обработки борта и необходимого движения механизмов обжатия и заворота слоев корда во время обработки борта строго по заданному профилю борта покрышки.
Известны также станки для сборки покрышек, позволяюш,ие автоматизировать операции обработки борта, в которых операция по автоматизации обработки борта выполняется за счет применения комбинированного нневмомеханического привода. Быстрое выдвижение механизмов обработки борта производится пневмоприводом, медленное движение - при помощи червячного редуктора, приводимого от электродвигателя. Это привод сложен, имеет большое количество деталей, а большие люфты в передаточных механизмах максимально не улучшают качество обработки борта.
крыло, определяется скоростью электродвигателя и передаточпым отношением механизмов и не может регулироваться в процессе настройки и перестройки работы ста«ка на другой размер собирае ;ой покрышки, что, в свою очередь, снижает качество обработки борта. Предлагаемое устройство отличается тем, что для обеспечения возможности перемешения рабочих органов механизма обработки
борта строго по заданному профилю борта покрышки, упрощения конструкции п автоматизации обработки борта на станине станка установлен упорный гидроцилиндр, шток поршня которого на рабочем участке перемещения посредством тяг связан с механизмом обработки борта, а рабочая полость гидроцилиндра соединена с блоком регулирования истечения и подачи жидкости.
Кроме того, для обеспечения возможпости
перемещения рабочих органов механизма обработки борта с изменяющимся по их ходу законом перемещения з блоке регулирования истечения и подачи Н11;дкости установлен толкатель, воздействующий на управляющую гидроаппаратуру и взаимодействующий с копиром на рабочем участке перемещения, жестко связанным с механизмом обработки борта.
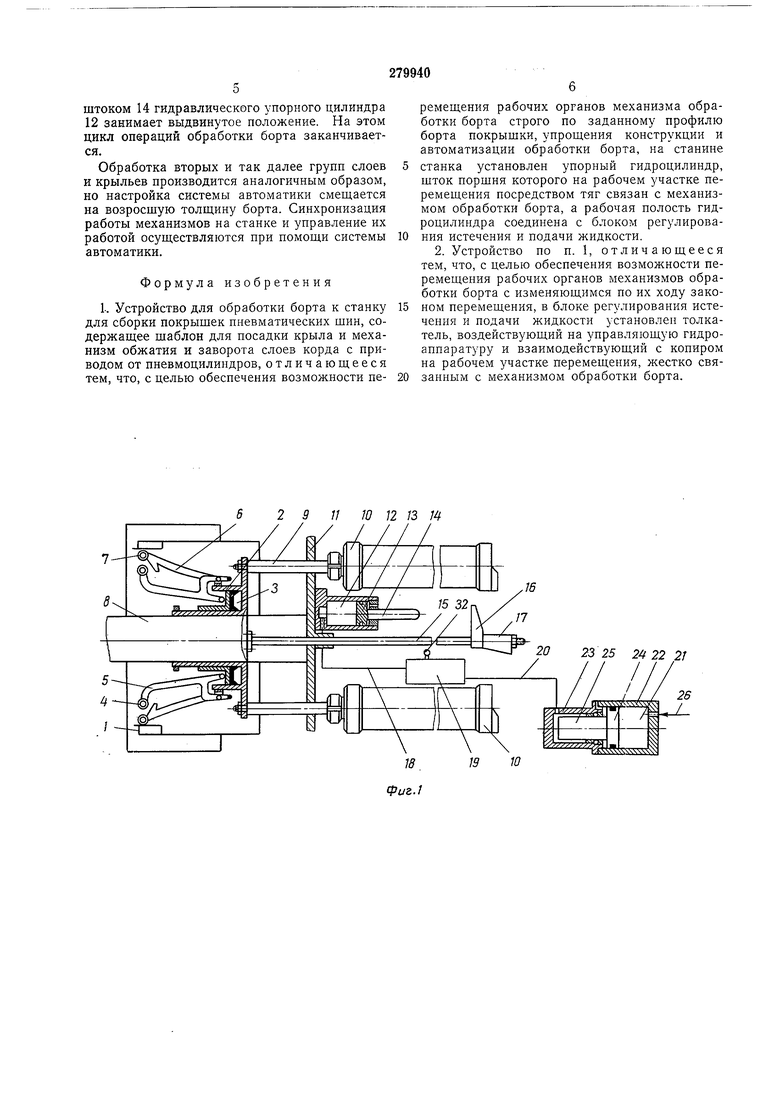
Устройство для обработки борта покрышек монтируется на сборочном станке с двух сторон сборочного барабана. Оно содержит шаблон 1 для посадки крыла и расположенный внутри него механизм 2 для обжатия и заворота слоев корда. Механизм 2 состоит из кольцевого пневмоцилиндра 3, разжимаюш,его кольцевую пружину 4 при помощи шарнирно закрепленных рычагов 5, и обжимаюших корд рычагов 6 с пружинами 7.
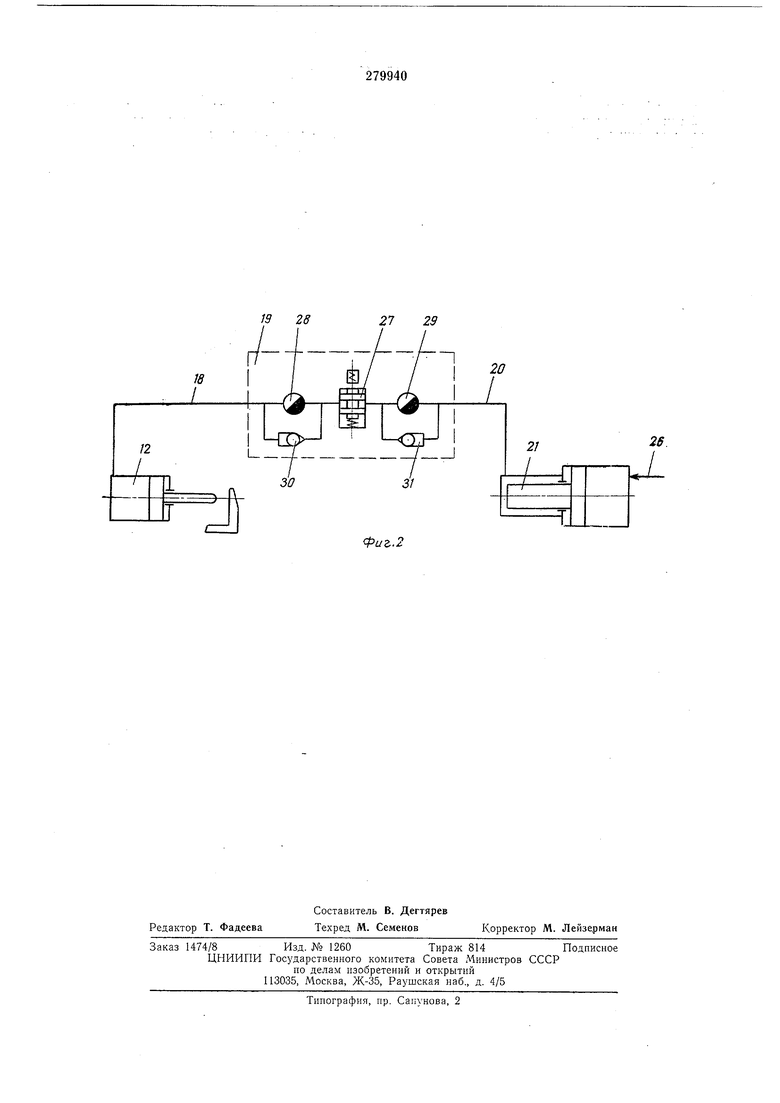
Механизм 2 для обжатия и заворота слоев корда установлен на валу 8 станка и приводится в движение от штоков 9 пневматических цилиндров 10, установленных на станине 11 станка. На станине 11 крепится гидравлический упорный цилиндр 12, поршень 13 которого, выполненный как одно целое со штоком 14, на рабочем участке перемещения посредством тяг 15 связывается с механизмом 2 обработки борта и выполняет роль программного элемента движения этого механизма. Один конец тяги 15 крепится к механизму 2 обработки борта, а на другом конце установлен кронштейн 16, с помощью которого тяга соединяется со штоком 14 поршня 13, и кулачок 17. В качестве тяг, связывающих на рабочем участке перемещения поршень 13 и механизм 2 обработки борта, может служить трос, система рычагов или стержень. Штоковая полость гидравлического упорного цилиндра 12 соединена с атмосферой, а рабочая полость посредством трубопровода 18 соединяется с блоком 19 регулирования истечения и подачи жидкости. Блок 19 посредством трубопровода 20 соединен с ппевмогидравлическим преобразователем 21 давления или другим источником гидравлики высокого давления. Пневмогидравлический преобразователь давления 21 служит источником гидравлики высокого давления и состоит из пневматического цилиндра 22, гидравлического цилиндра 23 и поршня 24 со штокомплунжером 25. Штоковая полость пневмоцилиндра 22 соединена с атмосферой, а через трубопровод 26 к пневмоцилиндру подводится сжатый воздзх. В блоке 19 имеются один или несколько клапанов 27, дроссели 28 и 29, обратные клапаны 30 и 31 и другая гидравлическая аппаратура, которая обеспечивает регулирование истечения и подачи жидкости и нужный закон движения механизмов 2. В блоке 19 установлен толкатель 32, который обеспечивает жесткое изменение закона перемещения механизма обработки борта в зависимости от хода этого механизма. Такое же устройство для обработки левого борта покрыщки устанавливается на левой станине станка. Устройство работает следующим образом. После накладывания на сборочный барабан слоев корда сжатый воздух подается в пйевматические цилиндры 10, и с помощью штоков 9 механизм 2 для обжатияи заворота слоев корда па высокой скорости выдвигается в рабочее положение, определяемое выдвинутым положением штока 14 гидравлического упорного цилиндра 12. При этом кронштейн 16 тяги 15 упирается в шток 14 и при закрытом клапане 27 блока 19 регулирования истечения и подачи жидкости механизм 2 обработки борта останавливается в первом рабочем положепии. Подается сжатый воздух в кольцевой цилиндр 3, поршень которого через рычаги 5 разжимает кольцевую пружину 4. От отдельного привода выдвигается в рабочее положение шаблон 1 для посадки крыла покрышки, одновременно открывается клапан 27 блока 19 и под действием пневматических цилиндров 10 гидравлическая жидкость выдавливается из гидравлического упорного цилиндра 12 и проходит по трубопроводу 18 через дроссель 28, клапан 27, обратный клапан 31 блока 19 и трубопро;вод 20 е пневАюгидра1ВЛИческий преобразователь давления 21, передвигая штокплунжер 25 с поршнем 24 вправо. Механизм 2 обработки борта медленно перемещается к барабану, при этом скорость перемещения определяется настройкой дросселя 28. Кулачок 17 профильной поверхностью перемещает толкатель 32 блока 19 и может изменять проходное сечение дросселя и скорость и направление перемещения механизмов 2 обработки борта по ходу движения рабочих органов этих механизмов.
Шаблон 1 при движении вперед поворачивает рычаги 6, которые пружинами 7 прижимают корд к кольцевой пружине 4. Выпускается воздух из кольцевого цилиндра 3, в результате чего кольцевая пружина 4 медленно возвращается в исходное положение. Одновременно механизм 2 продвигается вперед, обжимая зажатый между пружинами 4 и 7 корд по заданному профилю борта покрышки с оптимальной скоростью. В конце рабочего хода шаблон 1 осуществляет посадку заправленного на него крыла покрышки и отводится в исходное положение, а механизм 2 останавливается в своем конечном положении. По трубопроводу 26 в Пневмогидравлический преобразователь давления 21 подается сжатый воздух, поршень 24 вместе со штоком-плунжером 25 перемещается влево, и жидкость по трубопроводу 20, дросселю 29, определяющему скорость перемещения механизма, клапану 27, обратному клапану 30 блока 19 подается через трубопровод 18 в гидравлический упорный цилиндр 12. Поршень 13 со штоком 14 перемещается вправо и с помощью кронштейна 16 и тяги 15 медленно отводит механизм 2 от барабана, пережимая цилиндры 10. Одновременно с отводом механизма 2 от барабана сжатый воздух подается в кольцевой цилиндр 3, который вышеописанными механизмами разжимает кольцевую пружину 4, и при заданном законе перемещения механизма 2 обработки борта кольцевая пружина 4 заворачивает слои корда на крыло по заплечику барабана. Затем воздух из кольцевого цилиндра 3 выпускается, пружина 4 возвращается в исходное положение, и механизм 2 обработки борта с помощью цилиндров 10 на высокой скорости возвращается в исходное положение, а поршень 13 со
штоком 14 гидравлического упорного цилиндра 12 занимает выдвинутое положение. На этом цикл операций обработки борта заканчивается.
Обработка вторых и так далее групп слоев и крыльев производится аналогичным образом, но настройка системы автоматики смещается на возросшую толщину борта. Синхронизация работы механизмов на станке и управление их работой осуществляются при помощи системы автоматики.
Формула изобретения
1-. Устройство для обработки борта к станку для сборки покрыщек пневматических шин, содержащее щаблон для посадки крыла и механизм обжатия и заворота слоев корда с приводом от пневмоцилиндров, отличающееся тем, что, с целью обеспечения возможности перемещения рабочих органов механизма обработки борта строго по заданному профилю борта покрышки, упрощения конструкции и автоматизации обработки борта, на станине станка установлен упорный гидроцилиндр, шток поршня которого на рабочем участке перемещения посредством тяг связан с механизмом обработки борта, а рабочая полость гидроцилиндра соединена с блоком регулирования истечения и подачи жидкости.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности перемещения рабочих органов механизмов обработки борта с изменяющимся по их ходу законом перемещения, в блоке регулирования истечения и подачи жидкости установлен толкатель, воздействующий на управляющую гидроаппаратуру и взаимодействующий с копиром на рабочем участке перемещения, жестко связанным с механизмом обработки борта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU546495A1 |
| Механизм заделки борта к станку для сборки покрышек пневматических шин | 1969 |
|
SU279941A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1981 |
|
SU1016200A2 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1973 |
|
SU506177A1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU956296A1 |
2 9 Л Ю П 13 т 20 2325 242221
19 28
27 29
20
26
