il
Изобретение относится к устройствам для расстойки тестовых заготовок и может быть использовано при выпечке хлебобулочных изделий на хлебопекарных печах, например тоннельных, а также в других отраслях промышленности для осуществления технологических процессов, связанных с выдержкой во времени обрабатываемого продукта.
Известно устройство для расстойки тестовых за-готовок в блоках форм, на листах или в другой таре, содержащее две шахты со смонтированными внутри них вертикальными цепнымИ полочными конвейерами для подъема -и Спуска тары с заготовками и заключенный в сообщающийся с шахтами КОжух горизонталЬНый транспортер с поводками для перемещения тары с заготовками с полок конвейера Подъема на Полки конвейера спуска и механизмом для регулирования продолжительности расстойки. При этом отмечается потеря Производительности лри переходе с одного вида изделий на другой.
Предлагаемое устройство отличается тем, что для одновременного расстаивания тестовых заготовок изделий разных видов и сохранения производительности при переходе с одного вида изделий на другой в кожухе под оризонтальным транспортером смонтирован но меньшей мере один дополнительный горизонтальный транспортер с поводками и механизмом для регулирования нродолл ительности расстойки, установленный таким образом, что выщераоположенный транспортер консольно выступает по длине с обеих его сторон.
Меледу горизонтальными транспортерами установлена перегородка, служащая для разделения кожуха на отдельные камеры.
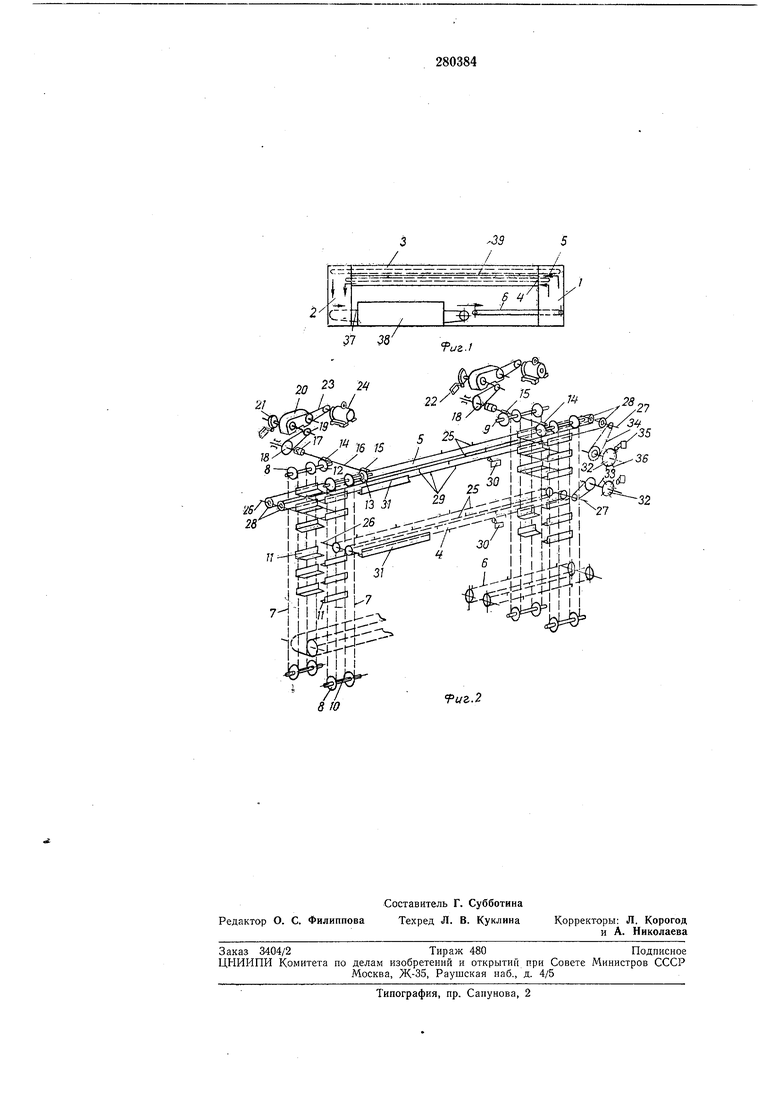
На фиг. 1 изображена схема вертикально замкнутого потока в предлагаемом устройстве и ленточной печи; на фиг. 2 - кинематическая схема устройства.
Устройство для раССтойки тестовых заготоВОК состоит из щахт 1 я 2 со смонтированными внутрИ них соответственно конвейером подъема и конвейером списка тары с заготовками, заключенных в сообщающийся с щахтами / и 2 кожух 3 горизонтальных цепных транспортеров 4 и 5 для щагового пере.мещения тары с заготовками с конвейера подъема на конвейер Спуска, механизма для регулирования времени расстойки И подающего транспортера 6. Вертикальные конвейеры подъема и спуска Конструктивно выполнены идентично и состоят .из спаренных цепей 7, огибающих звездочки 8, Жестко сидящие на валах 9 и 10. К цепям 7 через равные промежутки прикреплены направляющие полки //. На валах 9 жестко носажены левые 12 и правые 13 червячные колеса, входящие в зацепление с червя«аМ|И 14 .и 15, соединенными мелоду собой
кардаННыми валами 16. Валы червякое муфтами 17 -связаны С валами звездочек 18, которые цепной передачей соединены со звездочкой 19, сидящей на консоли выходного вала редуктора 20. На другой консоли этого вала жестко посажен кулачок 21, контактирующий С- роликом конечного выключателя 22. Входной вал редуктора 20 связан ременной передачей 23 С электродвигателем 24 со встроенным электромагнитным тормозом. Транспортер 5 расположен над транспортером 4. Длина его рабочего участка для перемещения тары с заготовками больще, чем у транспортера 4. С обеих сторон по длине транспортер 5 консольпо навдсает над транспортером 4, благодаря этому вертикальные участки потока форм (листов) при работе транспортера 5 не пересекают транспортер 4. Конструктивно транспортеры 4 и 5 выполнены идентично и состоят из двух спаренных бесконечных цепей 25, огибающих жестко посаженные на валах 26 « 27 звездочки 28. К цепям 25 прикреплены через равные промежутки поводки 29. П-од целями транспортеров неподвил но расположены на каркасе конечные выключатели 30 и направляющие 31 |Д1ля перемещения по ним фор|М (лИстов) с тестовыми заготоВКа1Ми. Привод транспортеров 4 и 5 индивидуальный.
Механизм для регулирования продолжительности расстойки состоит из диска 32, жестко сидящего на валу 33, связанного цепной передачей 34 -с валом 27 и неподвижно закрепленного относительно диска ,32 конечного выключателя 35. По Периметру диска 32 равномерно расположены лодвижные в радиальном направлении упоры 36, взаимодействующие с конечным вьгключателем 35. Общее число подвижных упоров 36 на дисках 32 каждого из транспортеров 4 к 5 соответственно равно или кратно числу поводков 29 рабочих ветвей этих транспортеров.
Подающий транспортер 6 представляет собой бесконечный ленточный или цепной несущий орган, прерывисто перемещающийся между направляющими полками 11 конвейера Подъема и снабжен индивидуальным приводом с механизмом регулирования шагового перемещения. Цепи 7 конвейера спуска расположены но обе стороны приемного конвейера, например конвейера 37 пода ленточной печи 38.
Устройство работает следующим образом.
Формы (листы), выходящие с конвейера печи 38, после освобождения от выпеченного хлеба, поступают на транспортер 6, который прерывистым щаговым движением перемещает их на позиции, где осуществляется смазка форм (листов) и очередная загрузка.тестовыми заготовками.. Транспортер 6 вносит тару с заготовками в щахту 1, располагая ее над направляющими полками 11 вертикального конвейера подъема. В зависимости от установленной регулиро1вкой величины щага перемещения транспортера 6 тара с заготовками МОжет подаваться либо к левому краю направляющих полок 11 конвейера подъема, либо к правому. В первом случае заготовки будут попадать под горизонтальный транспортер 4, во втором - под горизонтальный транспортер 5. При включении коввейеров подъема и спуска движение от электродвигателей 24 через ременную передачу 23 передается на ВХОД редукторов 20. При соверщении выходным валом редуктора одного полного оборота
Кулачок 21, нажимая на ролик конечного выключателя 22, отключит электродвигатели 24, роторы которых мгновенно тормозятся встроенными электромагнитными тормозами. При этом движение через звездочки 18 и 19, цепную передачу и муфты 17 передается валам 16. Червяки 14 и 15 и червячные колеса 12 и 13 поворачивают валы 9 в противоноложные стороны на одинаковый угол. При этом направляющие полки // конвейера подъема
перемещают тару с тестовыми заготовками на величину щага. Одновременно находящаяся на полках конвейера спуска тара с заготовками перемещается вниз на величину шага. После каждого перемещения вертикальных
конвейеров включается нривод одного из горизонтальных конвейеров. Другой из них, резервный включается только при переходе на другой вид изделий. В зависимости от настройки регулирующего механизма цепи 25 транспортера перемещаются на величину щага между толкателями или на Величину больщую, но кратную этому щагу. Этим достигается различное количество остановок при прохождении заготовками рабочей длины верхнего горизонтального транспортера. Упираясь в формы (листы), новодки 29 перемещают их по направляющим 31 и, проходя мимо конечного выключателя 30, перемещают его толкатель, замыкая электрическую цепь управления.
При перемещении горизонтального конвейера вращение от вала 27 через цепную передачу 34 передается валу 33 и диску 32. Выдвинутые и зафиксированные на максимальном расстоянии от центра диска 32 упоры 36, проходя мимо конечного выключателя 35, перемещают его толкатель, замыкая электрическую цепь управления. При одновременном нажатии конечных выключателей 30 к 35 горизонтальный конвейер останавливается. Так как
общее число упоров 36 равно или кратно числу поводков 29 рабочей ветви горизонтального конвейера, то количество остановок, соверщаемых заготовками на этой длине, равно Или кратно количеству выдвинутых упоров 36 на
диске 32. Пройдя путь, равный длине рабочей ветви горизонтального транспортера, блок формы (лист) с заготовками поводками 29 перемещается на направляющие полки // конвейера спуска, опускаясь прерывисто вниз.
При упоре тары в конвейер 37 печи 58 направляющие полки 11, продолжая олускаться, отрываются от тары, оставляя ее на конвейере печИ 38. Далее цикл повторяется. Последовательность автоматического выЯется путевой автоматикой. Пр.и переходе с иного вида изделий аа другой разрыв в потог между тестовыми заготовками этих видов зодится к миБимуму. Для этого .после подачи а конвейер подъема последних форм (листов) тестовыми заготовками вырабатываемого яда изделий производят соответствующие ре/лировки шага перемещения подающего )анспортера 6 и механизма регулиро-ваяия эодолжительности расстойки резервного (не аботавшего на данном виде изделий) горизнтального транспортера. Включается привод резервного горизонтальDro транспортера и в зависимости от соотзщения времени раостойки двух видов издери либо без интервала между заготовками 13НЫХ видов, либо с необходимым расчетам интервалом начинается загрузка кон;йера подъема тарой с тестовыми заготовкаи нового вида изделий. В этот период в устжстве ра:ботают одновременно два горизон1льных транспортера 4 и 5. Один из них зафщает расстойку заготовок одного вида из;лий (после чего будет отключен). Другой акапливает и расстаивает тестовые заготовI другого вида изделий и автоматически с инимальным интервалом .между заготовкая разных видов обеспечивает их пересадку 1 конвейер спуска и далее на под печи 38. ля создаяия разного температурного и гажностного режима в зонах перемещения laHcnopTepoB 4 н 5 пространство между нил разделено горизонтальной перегородкой 39. Устройство для расстойки может работать как лрй автоматической загрузке тары с тестовыми заготовками, так и при ручной загрузке. В последнем случае отпадает необходимость в подающем транспортере 6. Предмет изобретения 1.Устройство для расстойки тестовых заготовок в блоках фор.м, на листах или в другой таре, содержащее две шахты со смонтированными внутри «их вертикальными цепными долоч.ными Конвейерами для подъема и спуска тары с заготовками и заключенный в со.общающийся с шахтами кожух горизонтальный транспортер с поводками для перемещеКИЯ тары с заготовками с полок конвейера подъема на полки конвейера спуска и механизмом для регулирования продолжительности расстойки, отличающееся тем, что, с целью сохрацения производительности при переходе с одного вида изделий на другой и возможности одновременного расстаивания тестовых заготовок изделий разных видов, в кожухе ПОД горизонтальным транспортером смонтирован по меньшей мере один дополнительный горизонтальный траиспортер с поводками и механизмом для регулирования продолжительности расстойки, установленный таким образом, что вышерасположенный транспортер консольно выступает по длине с обеих его сторон. 2.УстройстВО но п. 1, отличающееся тем, что между горизонтальными транспортерами установлена перегородка, служащая для разделения кожуха на отдельные камеры.
7 5
23 2
20
/
Jpb
П
«fHi
5Л7
9иг.
28
27
32
I I Я I I
kh ul I , II
9иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАССТОЙКИ ТЕСТОВЫХ ЗАГОТОВОК В БЛОКАХ ФОРМ, НА ЛИСТАХ ИЛИ В ДРУГОЙ ТАРЕ | 1968 |
|
SU212189A1 |
| Устройство для расстойки тестовых заготовок на листах | 1986 |
|
SU1414375A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Устройство для расстойки тестовых заготовок | 1983 |
|
SU1158142A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В СЪЕМНОЙ ТАРЕ | 1973 |
|
SU389767A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для расстойки тестовых заготовок | 1982 |
|
SU1136782A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Машина для отделки тестовых заготовок | 1985 |
|
SU1421285A1 |