Изобретение относится к кузнечно-штамповочному оборудованию, используемому при горячей высадке деталей типа болтов.
Известен горячештамповочный нресс, содержащий ползун с приводом и расноложенный в иолзуне шток, на котором установлена с возможностью осевого перемещения подпружиненная державка с полым пуансоном, а также высадочный стержень, смонтированный в полом пуансоне и жестко закрепленный на штоке.
Описываемый пресс отличается от известного тем, что в ползуне его выполнена сообщающаяся магистралью с насосом высокого давления, смонтированным в приводе пресса, цилиндрическая камера, в которой установлен норшень, жестко соединенный со штоком и служащий амортизатором пуансона при высадке. Это позволяет исключить образование облоя на головке болта, при этом взамен избыточной подачи заготовки производится номинальная, а в случае несоответствия подачи необходимому объему заготовки за счет амортизации внутренней части пуансона получать головку болта по высоте с отклонением от номинала в пределах плюсовых или минусовых допусков. Кроме того, при использовании предложенного пресса значительно сокращаются отходы металла и новыщается качество изделий.
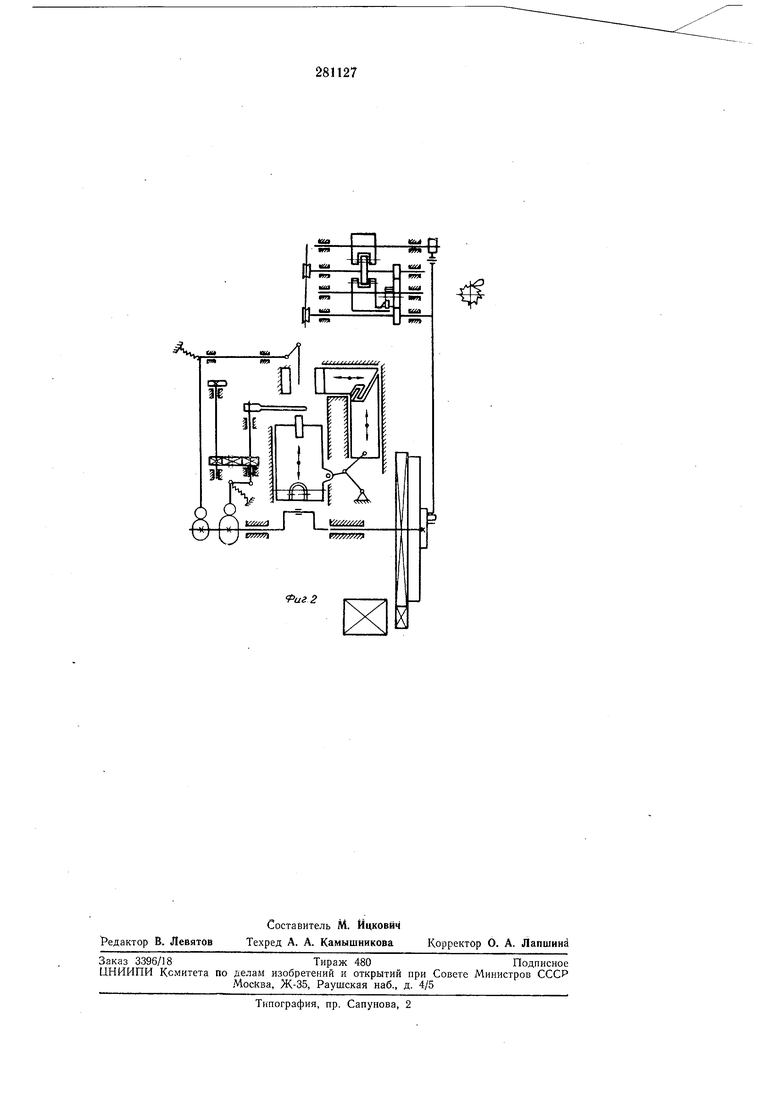
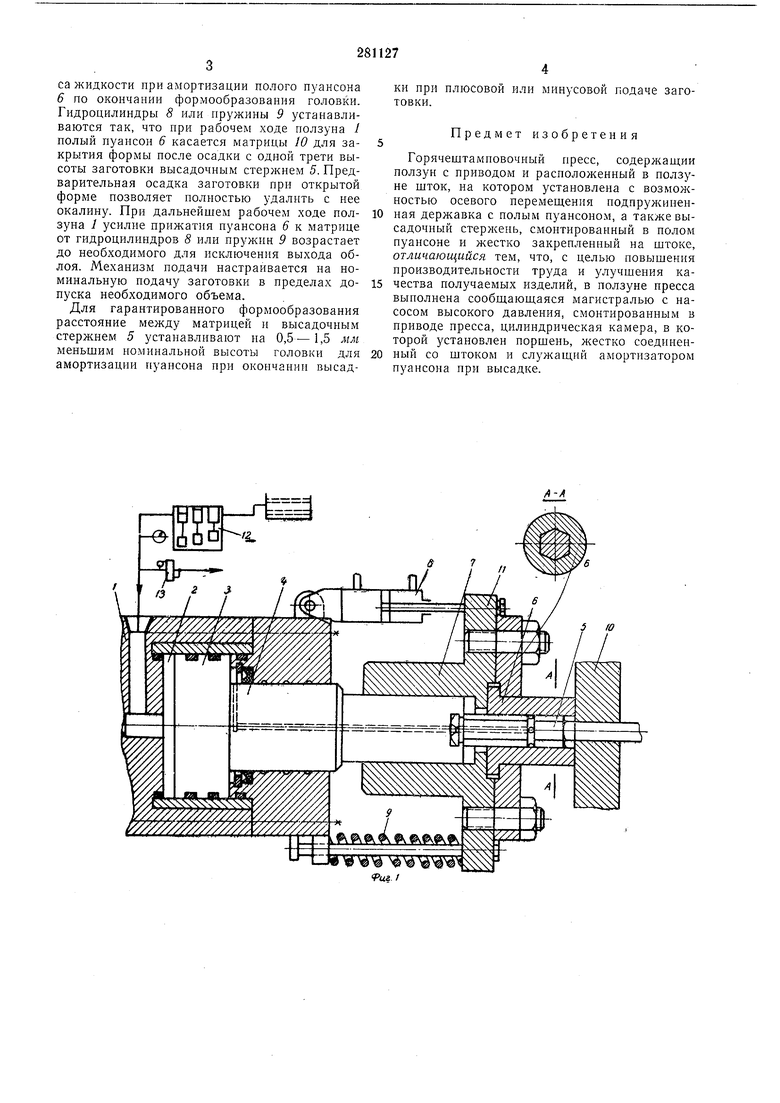
Иа фиг. 1 изображены цилиндры амортизатора Н прижимной втулки составного пуансона; на фиг. 2 - принципиальная кинематическая схема пресса.
Горячештамповочный пресс включает в себя расположенную в ползуне / цнлнндрическую камеру 2 с порщнем 3 и штоком 4, в центре которого нмеется отверстие для прохода смазки к движущимся относительно друг друга
высадочному стержню 5, жестко закренленному на штоке, и полому пуансону 6, закрепленному на державке 7. Державка 7 установлена с возможностью осевого перемещения на штоке 4. Два гидроцилиндра 8 или несколько пружпп 9 прижимают державку, а следовательно, II наружную часть полого пуансона 6 к матрице ЛО. Державка 7, установленная на щтоке 4, крепится болтами 11 к торцу ползуна пресса. Жидкость в левую полость цилиндрической
камеры 2 подается по трубопроводу от эксцентрикового порщневого насоса 12, установленного рядом с прессом. Иеобходимое давление в цилиндрической камере 2 устанавливается напорным золотником 13.
Иресс работает следующим образом.
Иасос 12 включается перед пуском пресса и работает непрерывно. Напорный золотник 13 настраивается на поддержание необходимого давлення в цилнндрической камере, для обесса жидкости при амортизации полого пуансона 6 по окончании формообразования головки. Гидроцилиндры 8 или пружины 9 устанавливаются так, что при рабочем ходе ползуна / полый пуансон 6 касается матрицы W для закрытия формы после осадки с одной трети высоты заготовки высадочным стержнем 5. Предварительная осадка заготовки при открытой форме позволяет полностью удалить с нее окалину. При дальнейшем рабочем ходе ползуна I усилие прижатия пуансона 6 к матрице от гидроцилиндров 8 или пружин 9 возрастает до необходимого для исключения выхода облоя. Механизм подачи настраивается на номинальную подачу заготовки в пределах допуска необходимого объема.
Для гарантированного формообразования расстояние между матрицей и высадочиым стержнем 5 устанавливают на 0,5- 1,5 мм меньшим номинальной высоты головки для амортизации пуансона при окончании высадки при плюсовой или минусовой подаче заготовки.
Предмет изобретения
Горячештамповочный пресс, содержащий ползун с приводом и расположенный в ползуне шток, на котором установлена с возможностью осевого перемещения подпрулуиненная державка с полым пуансоном, а также высадочный стержень, смонтированный в полом пуансоне и жестко закрепленный на штоке, отличающийся тем, что, с целью повышения производительности труда и улучшения качества получаемых изделий, в ползуне пресса выполнена сообщающаяся магистралью с насосом высокого давления, смонтированным в приводе пресса, цилиндрическая камера, в которой установлен поршень, л естко соединенный со штоком и служащий амортизатором пуансона при высадке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| УСТРОЙСТВО ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1966 |
|
SU180078A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |