Изобретение относится к оборудованию для изготовления ребристых радиаторов теплообменников.
Известны устройства для изготовления радиаторных пластин и сборки радиаторов, содержащие штамп для перфорации ленты, ножи для отрезки пластин от ленты, кассету с трубками, механизм перемещения радиаторных пластин, от штампа к кассете для после.дующей насадки пластин на трубки, дистанционные прокладки, служащие для получения необходимого щага установки пластин на трубках и снабженные механизмом их совместного с радиаторными пластинами перемещения вдоль трубок и подпружиненными упорами, удерживающими в заданном положении радиаторные пластины на трубках.
Цель изобретения - упрощение устройства. Это достигается тем, что механизм переменд,ения радиаторных пластин на позицию сборки выполнен в виде шибера, движущегося в направлении штампа под действием тяги, связанной с шибером и перемещаемой клином, который закреплен в подвижной части щтампа. Возвращается шибер в исходное положение под действием пружины. Механизм перемещения дистанционных прокладок и радиаторпых пластин вдоль трубок вынолнен в виде ползуна, который перемещается вдоль трубок под действием рычага, поворачиваемого
вокруг неподвижной оси при нажиме на его свободный конец подвижной части штампа. Удерживают радиаторные пластины в заданном положении на трубках при помощи подпружнненных упоров.
стройство снабжено кареткой, подвижной в горизонтальной плоскости в. направлении, перпендикулярном оси щтамна, и несущей кассеты с трубками.
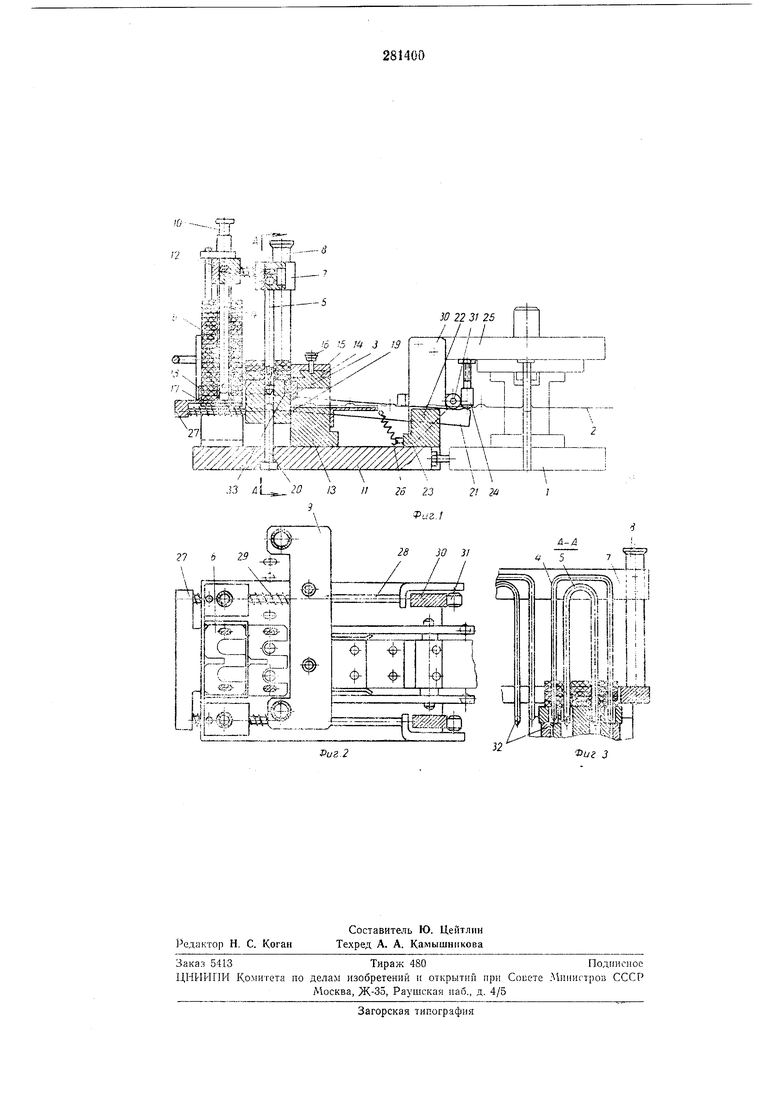
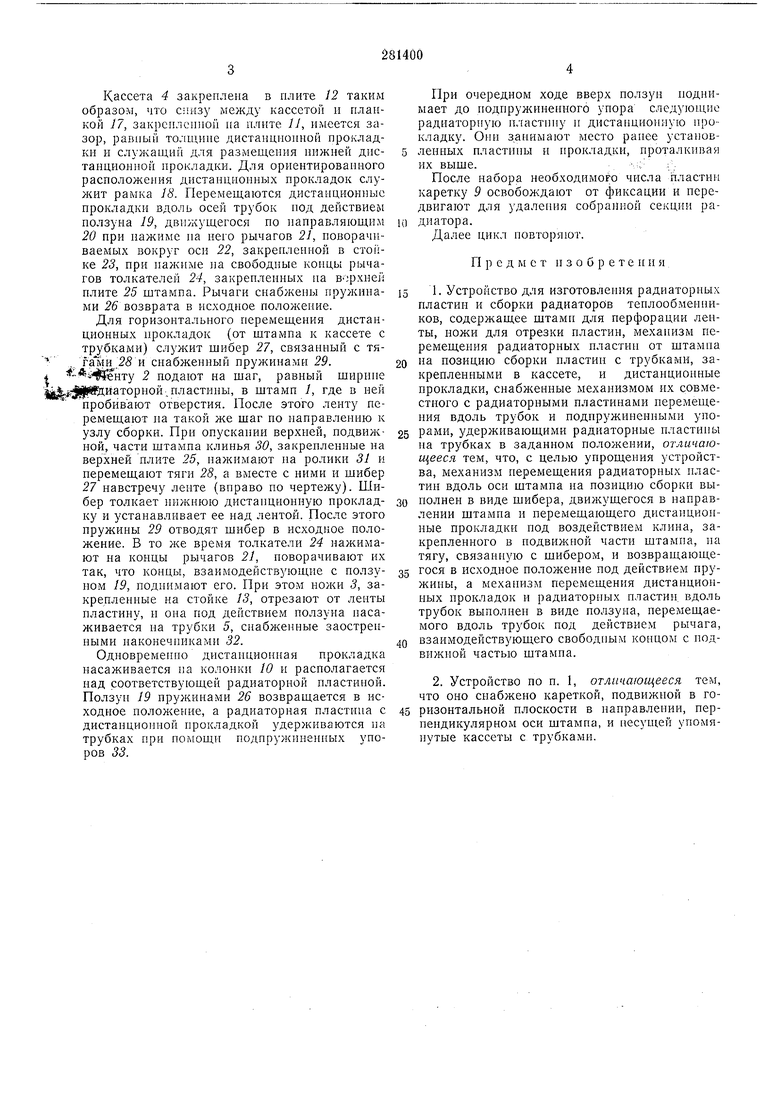
Иа фиг. 1 показаио предлагаемое устройство; на фиг. 2 - узел сборки и механизмы перемещения в нлане; на фиг. 3 - кассета с трубками.
Устройство содержит щтамп / для перфорации ленты 2, ножн 3 для отрезки пластин от ленты, кассету 4, в которой закренлены трубки 5 радиатора и помещены дистанционные нрокладки 6. Кассеты расположены в гнездах траверсы 7, связывающей две колонки 8, закрепленные в каретке 9. Параллельно колонкам 8 расположены колонки 10, закрепленные на плите 11. Верхние части колонок 10 связаны поперечной плитой 12, имеющей гнездо для закренления кассеты 4 с дистанционными прокладками.
Кассета 4 закреплена в плите 12 таким образом, что снизу между кассетой и планкой 17, закреплсчпюй па плите //, ил еется зазор, равный толппне дистанцпопной прокладки и служащий для размещения нижней дистанционной прокладки. Для ориентировапиого расположения дистанционных прокладок слулсит рамка 18. Перемещаются дистанционные прокладки вдоль осей трубок иод действием ползуна 19, движущегося ио направляюидим 20 при нажиме иа него рычагов 21, поворачиваемых вокруг оси 22, закрепленной в стоГ;ке 23, при иажиме на свободные концы рычагов толкателей 24, закрепленных на верхней илите 25 щтампа. Рычаги снабжены пружинами 26 возврата в исходное положение.
Для горизонтального перемещения дистанционных ироклад,ок (от щтампа к кассете с трубками) служит щибер 27, связанный с тя,. f aliH .25 и снабженный пружинами 29. 2 аодают на шаг, равный щириие (да иаторной.пластины, в щтамп /, где в ней пробивают отверстия. После этого ленту перемещают иа такой же шаг но направлению к узлу сборки. При опускании верхней, нодвий :ной, части щтампа клинья 30, закрепленные на верхней плите 25, нажимают на ролики 31 и неремещают тяги 28, а вместе с ними и шибер 27 навстречу лейте (внраво по чертежу). Шибер толкает нижнюю дистанционную прокладку и устанавливает ее над лентой. После этого нружины 29 отводят щибер в исходное положение. В то же время толкатели 24 нажимают на концы рычагов 21, новорачивают их так, что концы, взаимодействующие с ползуном 19, поднимают его. При этом 3, закрепленные на стойке 13, отрезают от ленты пластину, и она под действием ползуна насаживается на трубки 5, снабжениые заостренными наконечниками 32.
Одновременно дистанционная прокладка насаживается на колонки 10 и располагается над соответствующей радиаторной пластиной. Ползуп 19 пружинами 26 возвращается в исходное ноложение, а радиаторная пластина с дистанционной прокладкой удерживаются на трубках при помощи подпружиненных упоров 33.
При очередном ходе вверх ползун иодниыает до подпружиненного упора следующие радиаторную пластину и дистанционную прокладку. Они занимают место ранее установленных нластииы и прокладки, проталкивая их выше.:; :
После набора необходимого числа пластин каретку 9 освобождают от фиксации и передвигают для удалеиия собранной секции радиатора.
Далее цикл повторяют.
Предмет изобретения
1. Устройство для изготовления радиаторных пластии и сборки радиаторов тенлообмеиников, содержащее штамп для перфорации ленты, ножи для отрезки пластин, механизм перемещения радиаторных пластии от щтампа
на позицию сборки пластин с трубками, закрепленными в кассете, и дистанционные прокладки, снабженные механизмом их совместного с радиаторными пластинами перемещения вдоль трубок и подпружипеиными упорами, удерживающими радиаторные пластипы на трубках в заданном положении, отличающееся тем, что, с целью упрощения устройства, механизм перемещения радиаторных пластин вдоль оси щтамна на позицию сборки выполней в виде щибера, движущегося в направлении штампа и перемещающего дистагщионные прокладки под воздействием клина, закрепленного в подвижной части щтамна, на тягу, связанную с шибером, и возвращающегося в исходное положение под действием пружины, а механизм перемещения дистанциониых прокладок и радиаторных пластиц вдоль трубок выполнен в виде ползуна, перемещаемого вдоль трубок под действием рычага,
взаимодействующего свободным концом с подвижной частью штампа.
2. Устройство по п. 1, отличающееся тем, что оно снабжено кареткой, подвижной в горизонтальной плоскости в направлении, перпендикулярном оси штампа, и несущей упомянутые кассеты с трубками. № - -.. 5r i .Щ U: ijfc .J S Фиг 3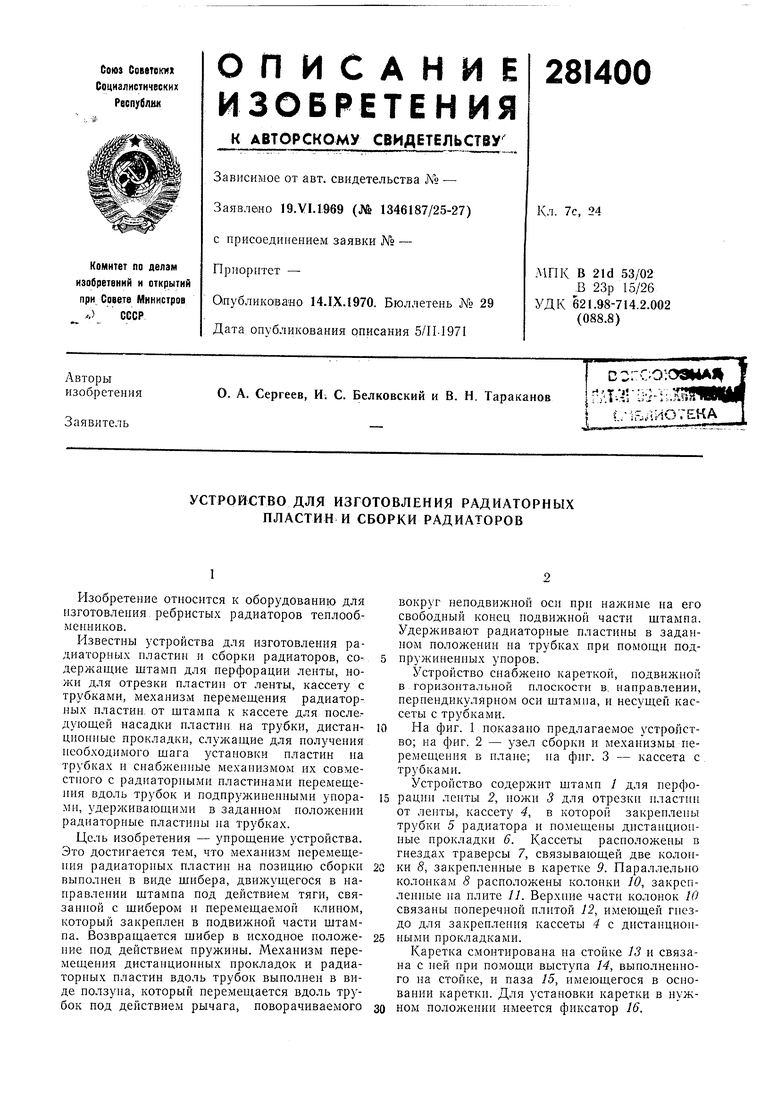
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Автомат для сборки секций теплообменников | 1978 |
|
SU785012A1 |