Изобре-гение относится К области Дуговой аварки.
Известны устаикзвки для дуговой сварки inpioicnp.a HicTiBeiHiHbix и К;ри1вол1Инейных швов.
Одаако lOiHM не абеспечивают MiraoiBiaHHOiro иамейеиил угла наклеена /конща 1ал©кт1р.ода При отсутствии радиуса перехода от вертикального шва к Гаризонталыному. Их невОзможно иапользОвать для неирерывной аварии seipTiHкальн10,тс) шва, пе|ре1Х10дящвго IB го|р1И8(0|НтальНЫЙ П1ОД прямым углом |П|рИ аТ1СуТСТ1ЕИ1И рНДИуса перехода, так мак ори этом в зоие перехода Происходит шражог ,мате|ряал1а.
Целью И1а|ст1ояЩ(вГ10 иэаб|ретвН|Ия является повышение произ1В|Одительп10сТ|И и улучшение качества сварки -изделий q переходом иод лря1МЫМ углом (С (вартикалыного шпа на поризонтадаьный за счет сах(ра1неиия постоянной скоpocTiH 1свар:ки.,
Поставлеинйя цель достигается благодаря тому, что каждый механизм 1на1пра1влен1ия горел;к,и (ВДОЛЬ овар-иваемого шва выполнен в виде оолзуна оо (скаоом, на ,йото|ром жестко заиреплеиа аварочная .горелка, ась .которой расположбпа под углом 45° к овар,И1Баем1аму шву. При этом толзун смонтирован в первы-х направляющих подвижной юлиты, установленной, в .авою очередь, iBio ;в,торых на1пр.а вЛ|аю1ЦИ|Х ла .скалках, же1СТ1ко (соединенных оо станиной, на которых заадроплена упорная План.ка с роликами, вза,имо1дейст1вуЮ(ЩИМ|И со IOKOCOM ползуна, причем первые напр авляющие ук/реплены (на (ПЛите атод углам 45° к шалкам.
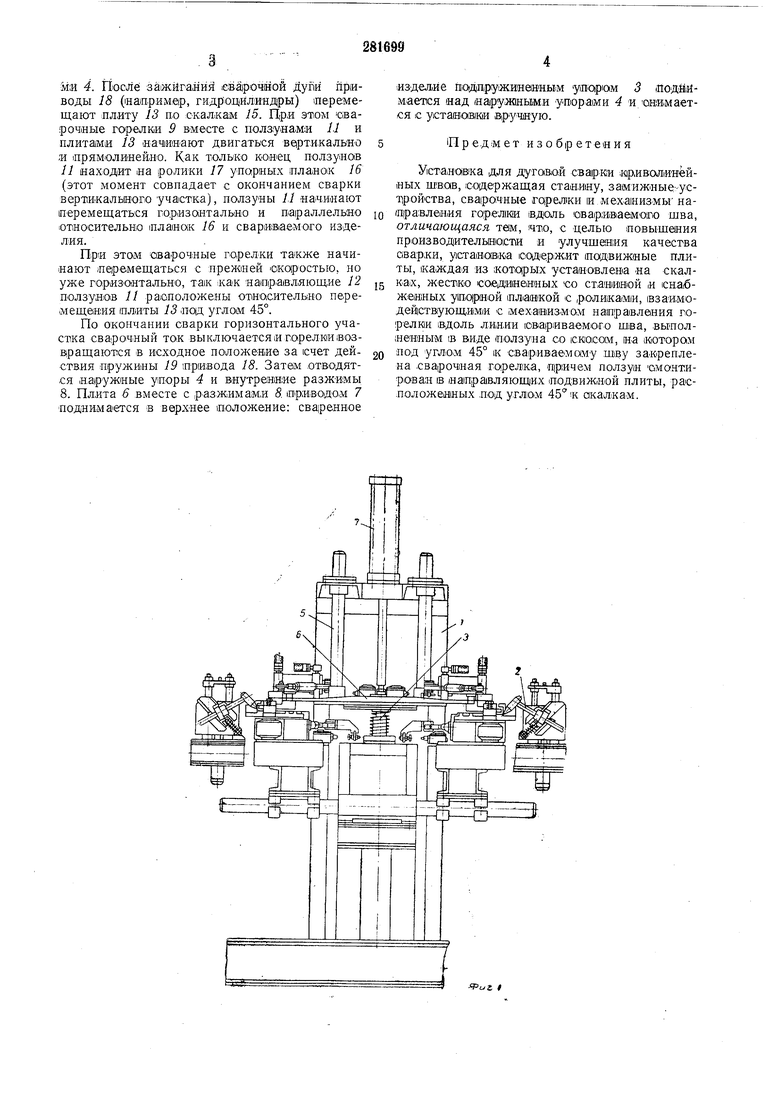
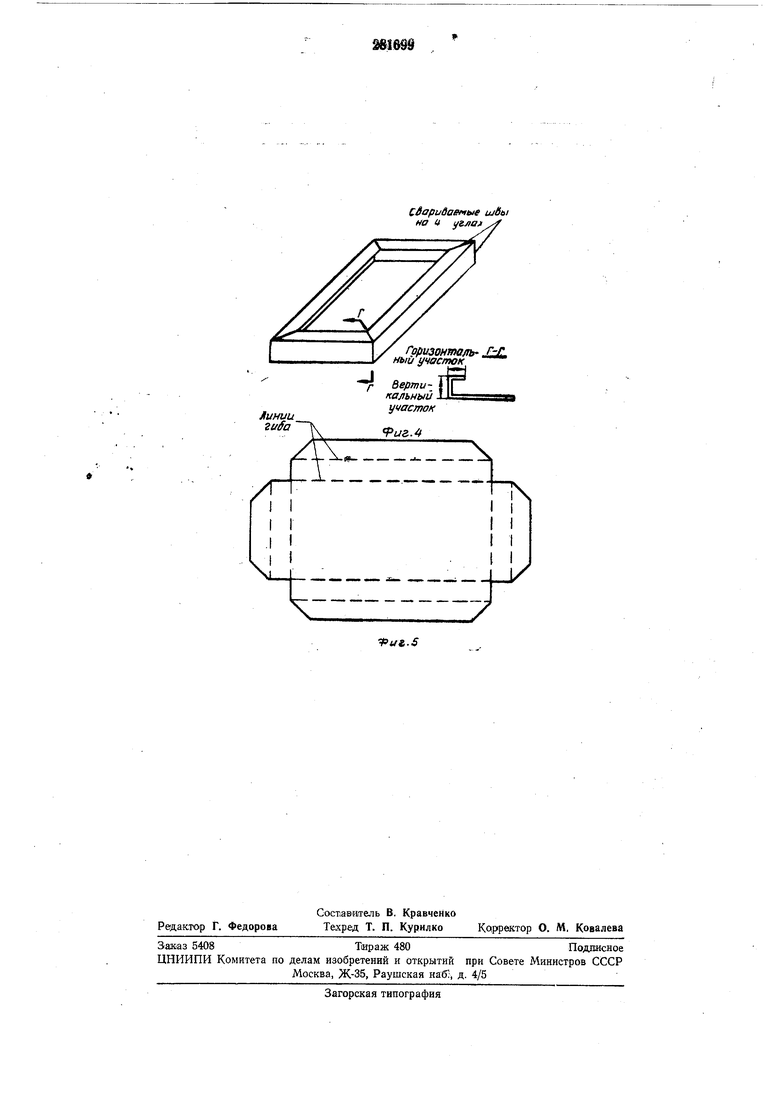
На фиг. 1 и 2 показана предлагаемая устааоВКа в двух проекциях; на фиг. 3 - та же устан1ОВ1ка, «бщий вид и ра8|р:езы по Б-Б и В-В; на фиг. 4 - свариваемое изделие и заготоика, члз которой фО)рмуетоя |издел1ие, а также (оварные швы в раз|ре9е; н,а фиг. 5 - загоTiOBiKia, ,из .которой формуетс-я изделие.
Установка юо(стоит из станины 1, по ynnaiM 1«)тО|рой закреплены четыре механизма направления щрелии 2, по1ддружиненный упор 3, наружные формующие yinqpbi 4, наа1р1а1ВЛЯЮш/ие 5, на которых установлена 1подвиж1ная плита 6 с приводом 7. На плите 6 ра1сполож1е1НЫ четыре внулренеик ра8Ж1И.ма 8Механизм направления горелии 2 вдоль свариваемого шва состоит из 1сварочн1ой горелки 9, устаноклениой иод углом 45° к сварива емому шву, держателя 10 горелми, заирапланнюго на ползуне 11, его на)П1ра1ВЛяюш их 12, установленных на подвижной плите 13, причем полвун 11 ориентирован гаод углом 45°
К СКалка1м напра1вляюш)их 14 плиты 13, скалок /5, улорной планки /5 с ;рол1И1ка;м и /7, привода /, пружины 19.
м;И 4. После зажйгалия ©варочной Дупи приводы 5 (iHanpHMiap, гидроцйлиндры) леремещают плиту 13 по .скалкам 15. Цри этом сварочные тор-елкя 9 вместе с ползунами 11 и плитами 13 иачаияают двигаться ве|рт.и.кальио -и прямолияейпо. Как коиец ползунов 11 находит на роликп 17 упорных оланок 16 (этот момент совпадает с окончанием сварки верпикального участка), ползуны // начинают перемещаться горизонтально и параллельно 1относительн10 лланак 16 и свариваемого изделия.
При этом сварочные горелки также начинают перемещаться с прежней скаростью, но уже горизонтально, та1к 1как наор.авляющие 12 ползунов 11 расположены относительно переLмeщвн;ия олиты 13 под углом 45°.
По окончании сварки горизонтального участка сварочный ток выключается и горелшвозВ|ращаются в исходное положение за счет действия пружины 19 1пр ивода 18. Затем отводятся н, упоры 4 и внутрен1Н;ие разжимы 8. Плита 6 вместе с разжимами 8 приводом 7 поднимается в верхнее гаоложение: сваренное
изделие П101ДП ружинвнным улором 3 подйймает1ся яад (на)руж1ны1ми упорами 4 и донимается с устаюо(В1Кй В|ручную.
Предмет изобретения
Установка для дугааой сварки ир.иволйНёйиых швов, СОдерж-ащая станину, замиж«ые-усTIpiOftcTBa, сварочные гарел1ки и механизмы на(Правления горел1ки вдоль овари;В1аемото шва, отличающаяся тем, что, с щелью повышения пр10изводительню1СТ|И и улучщения качества авар,ки, ycTaHiOBiKia содержит поивижиые плиты, каждая из которых установлена на скалках, жестко соединеиных со станиной и iCH.ai6жеиных у1по|р1Н10Й (Плашкой с роли1кам1и, (взаимодействующи1М1И с механизмом направления лорелк1И ВДОЛЬ линии ювариваемого шва, выполненным 1В виде ПОлзуна со скосом, на (котором
под угл|ОМ 45° к свариваемому Ш1ву закреплена сварочная горелка, причем ползун омонтирован IB 1на1пра|вляюш|и.х подвижной плиты, распол ожеиных под углом 45° К .
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Установка для дуговой сварки криволинейных швов | 1974 |
|
SU493324A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2409456C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для автоматической сварки | 1979 |
|
SU778978A1 |

Фиг. 2
Сварийаепые швы на а у&лаа
Горизонтаflb- f-r ныи участок
/5 Вертикальныйyvacmoff
.5
