Движение горелки начииается снизу вверх по вертикальному участку шва так, что при зтом плита 13 перемещается вверх.
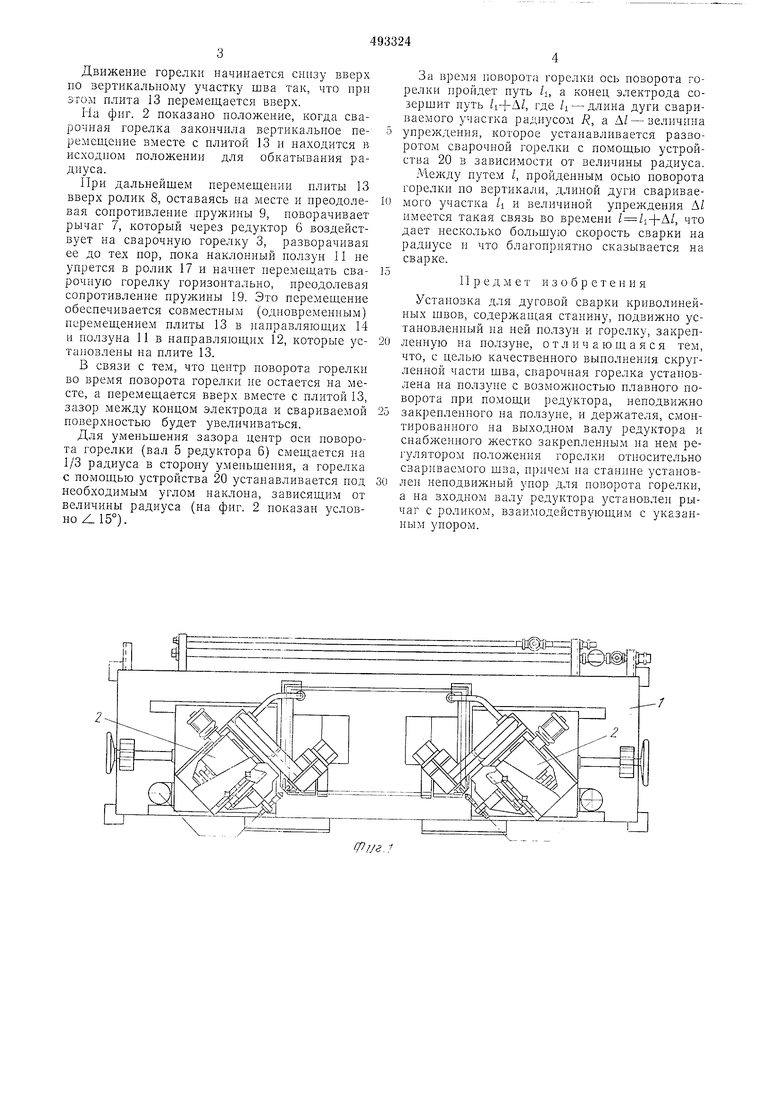
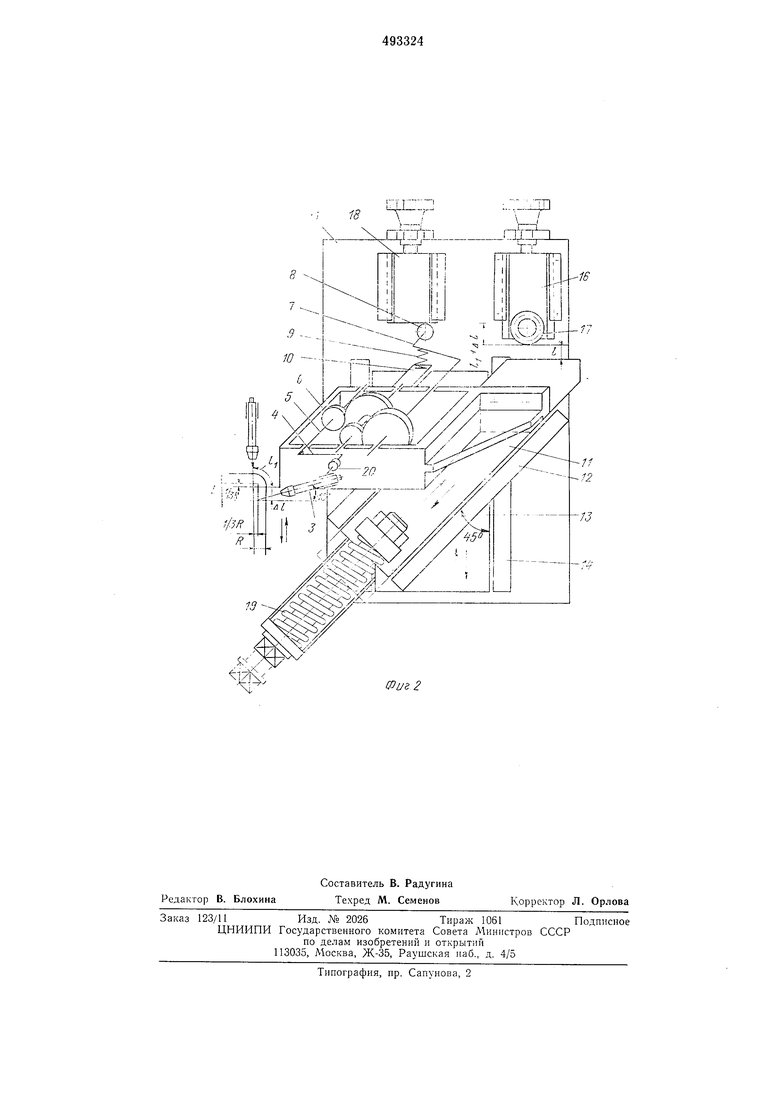
На фиг. 2 показано положение, когда сварочная горелка закончила вертикальное перемеидеыие вместе с плитой 13 и находится в исходном положении для обкатывания радиуса.
При дальнейшем перемещении илиты 13 вверх ролик 8, оставаясь иа месте и преодолевая сопротивление пружииы 9, иоворачивает рычаг 7, который через редуктор 6 воздействует на сварочную горелку 3, разворачивая ее до тех пор, пока наклонный ползун 11 не упрется в ролик 17 и начнет иеремещать сварочную горелку горизонтально, преодолевая сопротивление пружины 19. Это перемещение обеспечивается совместпым (одновремеиным) и гремещением плиты 13 в направляющих 14 и ползуна 11 в направляющих 12, которые усТсиювлеиы иа плите 13.
В связи с тем, что цеитр поворота горелки во время поворота горелки ие остается на месте, а перемещается вверх вместе с плитой 13, зазор между концом электрода и свариваемой поверхностью будет увеличиваться.
Для уменьшения зазора центр оси поворота горелки (вал 5 редуктора 6) смещается иа 1/3 радиуса в сторону уменьшения, а горелка с помощью устройства 20 устанавливается под необходимым углом наклона, зависящим от величины радиуса (на фиг. 2 показан условно Z. 15°).
За время поворота горелки ось поворота горелки пройдет путь /ь а конец электрода созершит путь /i-f Д/, где /i -длииа дуги свариваемого участка радиусом R, а А/ - величина упреждения, которое устанавливается разворотом сварочной горелки с помощью устройства 20 в зависимости от величины радиуса.
Между иутем /, пройденным осью поворота горелки по вертикали, длиной дуги свариваемого участка /i и величиной упреждения А/ имеется такая связь во времени )-A/, что дает несколько большую скорость сварки иа радиусе и что благоприятно сказывается на сварке.
И р е д м е т и з о б р е т е и и я
Установка для дуговой сварки криволииейных швов, содержащая стаиину, подвижно установленный иа ней иолзун и горелку, закрепленную на ползуне, отличающаяся тем, что, с целью качественного вынолнеиия скругленной части шва, сварочная горелка установлена на ползуне с возмонсиостью илавного поворота при помощи редуктора, неподвижно закрепленного иа ползуне, и держателя, смонтированного на выходном валу редуктора и снабженного жестко закрепленным на нем регулятором положения горелки относительно свариваемого шва, иричем на станине установлен неподвижный уиор для поворота горелки, а на входном валу редуктора установлен рычаг с роликом, взаимодействующим с указаиным упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| СВАРОЧНЫЙ АВТОМАТ | 1968 |
|
SU218350A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
Фик2
