Изобретение относится к области дуговой сварки листов и может быть использовано при сварке немерных листов трубных заготовок, судостроительных полотнищ и т. п.
При производстве листов трубных заготовок на заводах-изготовителях образуется большое количество немерных листов, которые с помощью дуговой сварки укрупняются и могут быть в дальнейшем использованы как полномерные.
Известны установки, которые позволяют быстро собрать два немерных листа под сварку. При этом стык собирается с помощью подающих машин и выдвижных упоров, предусмотренных в сборочно-сварочной установке. Такая сборка обеспечивает сварку стыка без каких-либо корректировок электрода сварочного аппарата. После сварки первого щва лист кантуется и подается в установку для сварки обратной стороны стыка. Но здесь появляются большие трудности, связанные с невозможностью точно установить стык под сварку, исключив при этом корректировку электродов в процессе сварки. Это связано с тем, что свариваемые листы немерные и нет базы для ориентации стыка.
Цель изобретения - улучшение качества сварки и повышение производительности труда за счет исключения корректировки электрода при сварке обратной стороны стыка. Это достигается тем, что в качестве базовых
поверхностей для ориентации стыка используют боковые поверхности выводных пластин, получаемых при заварке концевых участков первой стороны стыка путем принудительного формирования расплавленной металлической крошки с обеспечением точности расстояния от оси стыка до внутренних боковых поверхностей пластин в пределах допусков.
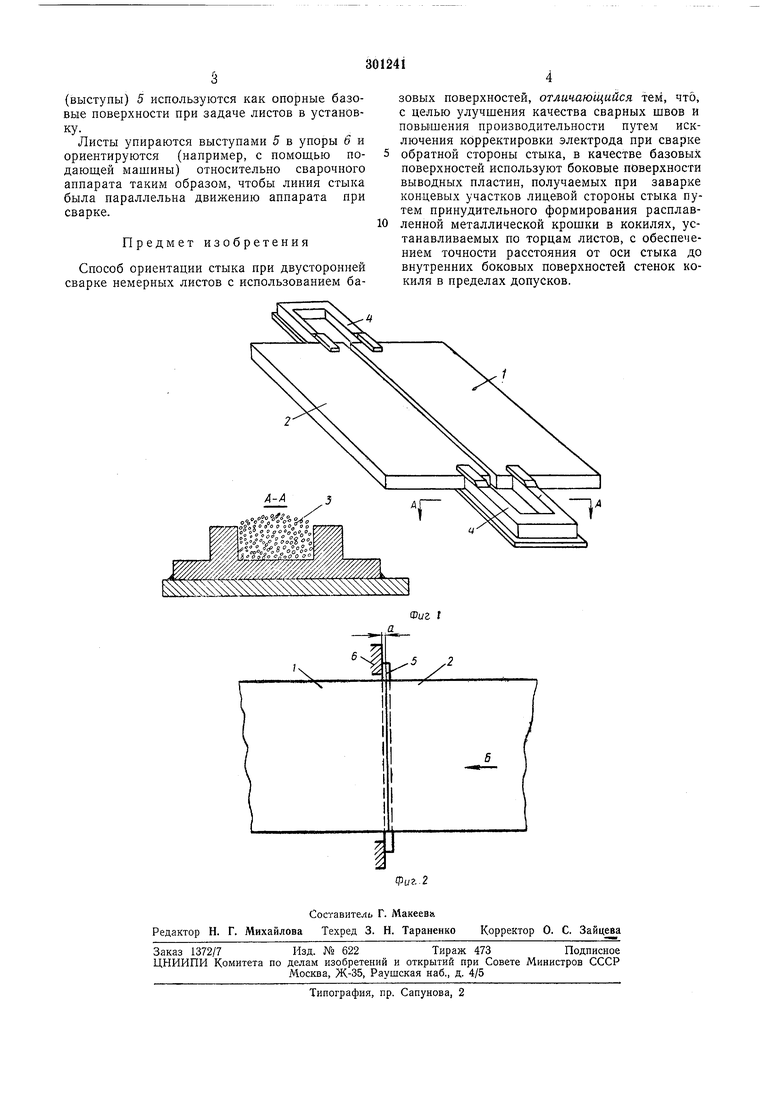
На фиг. 1 представлена схема установки формирующих устройств; фиг. 2 иллюстрирует предлагаемый способ.
Немерные листы 1 т 2 сваривают между собой односторонней сваркой. Концевые участки швов (выступы), заменяющие технологические пластины для вывода начала и шва свариваемых немерных листов, получают Б результате расплавления металлической крошки 3, засыпаемой в формирующее устройство - кокиль 4. Обработанные с достаточной точностью боковые плоскости формирующего устройства обусловливают получение ровных боковых поверхностей выступов, которые и служат базовыми поверхностями для ориентации стыка.
Формирующее устройство обеспечивает точное расстояние а от оси стыка до одной из боковых поверхностей обоих выступов. После этого листы кантуют и подают в установку для сварки обратной стороны шва в направлении, показанном стрелкой Б. Имеющиеся на обоих концах листов металлические пластины (выступы) 5 используются как опорные базовые поверхности при задаче листов в установку. Листы упираются выступами 5 в упоры 6 и ориентируются (например, с помощью подающей машины) относительно сварочного аппарата таким образом, чтобы линия стыка была параллельна движению аппарата при сварке. Предмет изобретения Способ ориентации стыка при двусторонней сварке немерных листов с использованием базовых поверхностей, отличающийся тем, что, с целью улучшения качества сварных швов и повышения производительности путем исключения корректировки электрода при сварке обратной стороны стыка, в качестве базовых поверхностей используют боковые поверхности выводных пластин, получаемых при заварке концевых участков лицевой стороны стыка путем принудительного формирования расплавленной металлической крошки в кокилях, устанавливаемых по торцам листов, с обеспечением точности расстояния от оси стыка до внутренних боковых поверхностей стенок кокиля в пределах допусков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ТРУБ | 1967 |
|
SU197829A1 |
| СПОСОБ ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА | 1972 |
|
SU336116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫВОДНЫХ ПЛАНОК | 1972 |
|
SU349513A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ подготовки листов под сварку над флюсовой канавкой | 1988 |
|
SU1634417A1 |
| Установка для сварки внутренних стыков цилиндрических изделий | 1988 |
|
SU1668083A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU282553A1 |
