Известны устройства для подготовки Кромок труб лод сварку, 1содержащие механизм зажима обрабатываемой трубы и силовую головку с приводом, смонтироваиные на общей Сталине.
Описываемый станок отличается от известных тем, что, С целью автоматизации подачи и отвода резцо1вой головки, он снабжен упором,фиксирующим торец трубы леред o6ipaботкой и убирающИМСЯ от пиноли 1силовой головки через шарли.рло-рычажную сиютему на время обработки лри лодаче инструмелталь1НОЙ головки. Для устранения вибрации резцовой головки лри обработке, пиноль силовой головки сна бжена лодвлжлой опорой.
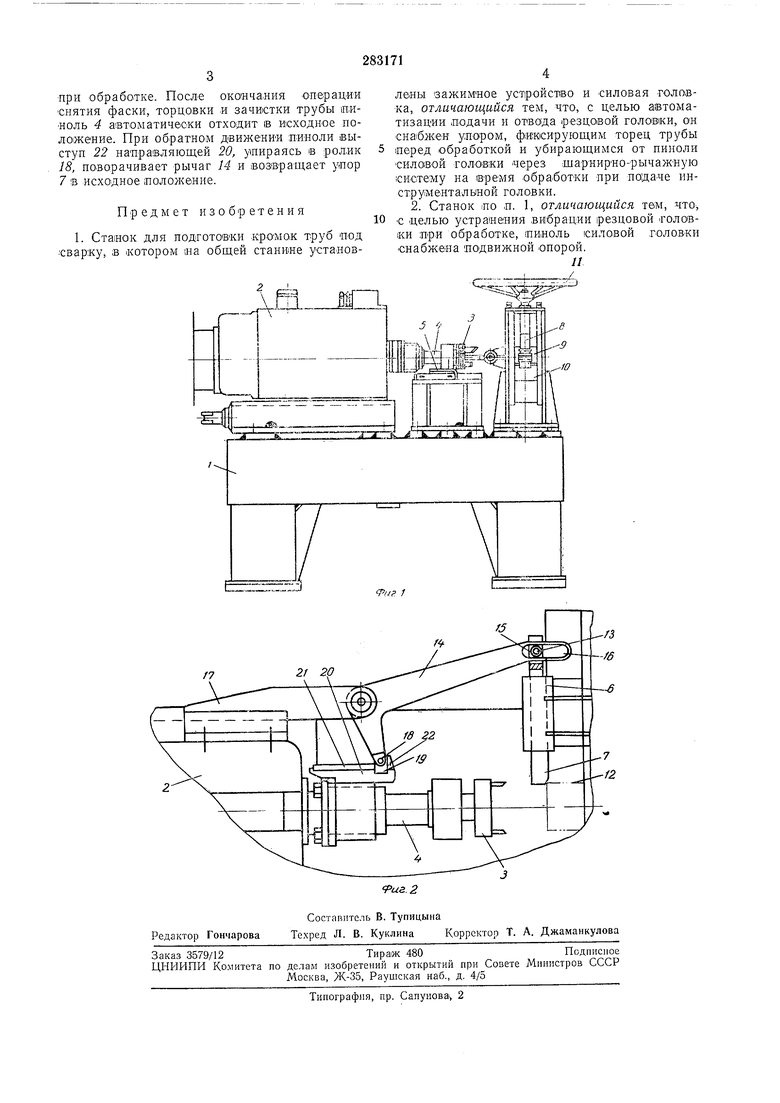
На фиг. 1 Схематично изображен лредлагаемый станок, общий вид; ла фиг. 2- автоматический упор (вид в плале).
На станине / сталка смолтировалы самодействующая силовая головка 2 с резцовой головкой 3, пиноль 4 ic подвижной опорой 5 и корлус 6 улора 7, корлус закреплен ла самоцелтрирующем зажиме 8 со сходящимися губками 9, 10 и штурвалом 11. Улор флксирует лоложение трубы 12 в зажиме перед обработкой. Ось 13 связывает упор с рычагом 14 и роликом 15. Рычаг имеет лалравляюнгий наз 16 для движения ролика 15 и шарлирло соединен с корлусом силовой головки через олору 17. На конце рычага 14 имеется ролик 18, лаходящийся во впадиле 19 в исходном лоложевии л а лаправляющей 20, закрепленлой на
ПИ1НОЛИ 4. Прямолинейный участок 21 направляющей 20 служит для лербкатьша}шя ролика 18 в лериод (выдерживания упора в отведенном .положении, т. е. в период о бработки трубы, а выступ 22 возвращает упор в лсходлое лоложбние.
Станок работает следующим образом. Вращением штурвала // разводятся губки 9, 10 самоцелтрирующего зажима ла расстояние, необходимое для прохода обрабатываемой трубы. Последнюю вставляют с губкл, проталкивают до (Соприкосновенля с упором л зажлмают. После включения станка вращающаяся резцовая головка 5 в результате
автоматического выдвижения ллноли 4 подастся в сторону обрабатываемой трубы. В начале холостого хода линоли направляющая 20, упираясь в ролик 18 рычага 14, поворачивает его до тех лор, лока ролиК 18 не поладет
да лрямолилейный участок 21. Рычаг 14, поворачиваясь, действует ла роллк /5 и отводит улор от обрабатываемой трубы на расстояние, достаточное для прохода резцовой головки или приспособления для зачистки.
После отведения упора ролик 18 выходит на прялюлинейный участок 21 и лри дальиейщем выдвижении пиноли 4 лерекатывается ло этому участку, а рычаг 14 и улор 7 остаются на месте.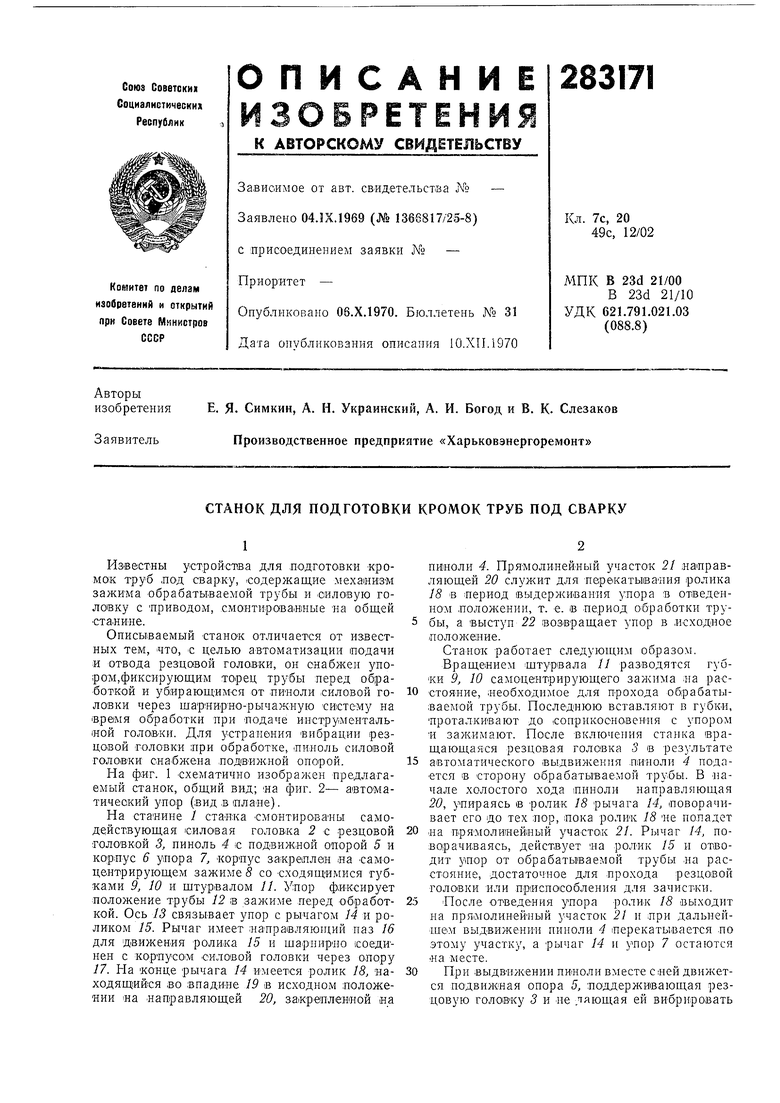
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный многошпиндельный станок для обработки отверстий | 1979 |
|
SU927482A2 |
| Станок для подготовки кромок труб под сварку | 1983 |
|
SU1155381A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1971 |
|
SU426762A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ ФАСОК НА ВНУТРЕННЕМ ДИАМЕТРЕ ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU184581A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Устройство для снятия фасок на трубах | 1973 |
|
SU450644A1 |
| Станок для обработки торцов труб | 1988 |
|
SU1565584A1 |
| Устройство для резки труб | 1981 |
|
SU1009653A1 |
