Известны способы финишной обработки желобов колеи шарикоподшипников с многоточечным контактным абразивным бруском.
Предложенный способ отличается от -известных,, тем, что, С целью улучшения качества обрабатьюаемой поверхности и точности формы желоба, абразивному бруску сообшают прямОЛИ1Н1еЙ1Ное осциллируюшее движение в направлении под углом к плоскости симметрии поверхности желоба.
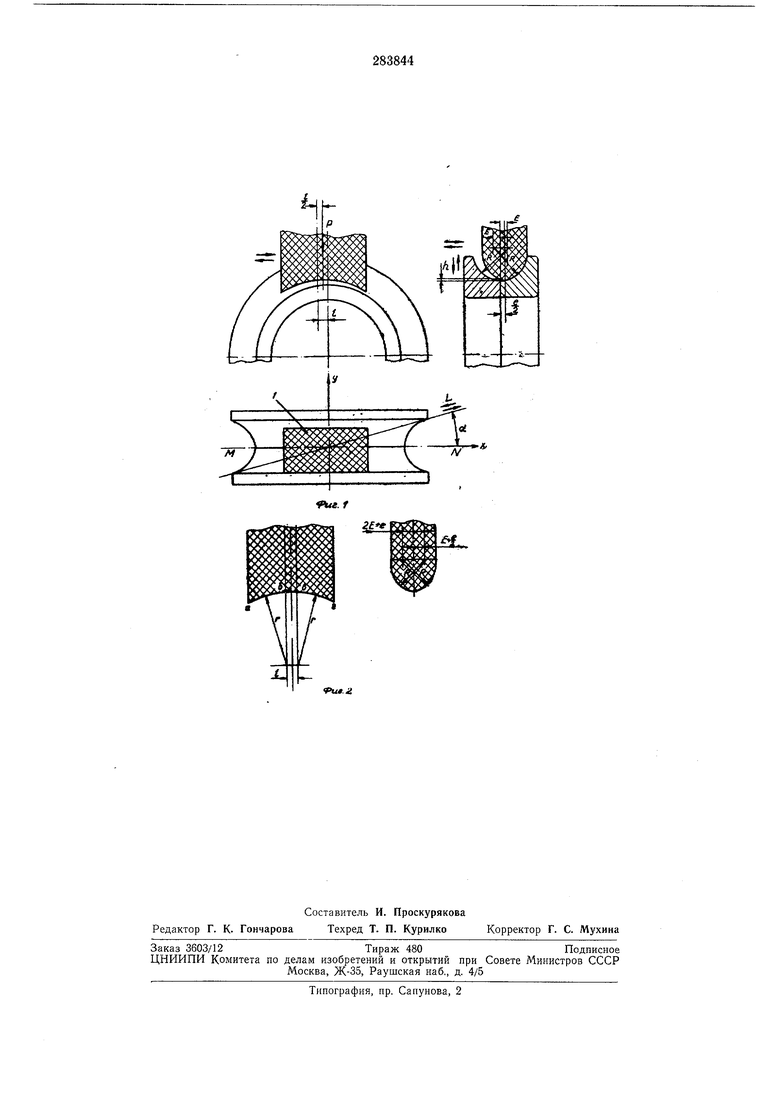
На фи1г. 1 дана схема работы бруска в трех проекциях; на фиг. 2 - форма бруска после приработки.
Бруску /, прижатому к обрабатываемой детали усилием Р, которое обеспечивается тарированной пружиной, сообшается прямолинейное 01сциллируюшее движение амплитудой L под УГЛОМ а к нлоскости симметрии ж елоба МЛ/. Такая -схема работы бруска в режиме самоватачивания позволяет достигать необходимого съема более мелкозернистыми брусками. Получение стабильной и низкой шероховатости достигается подкладываниел под брусок алмазной шкурки.
Бсли движвняе бруска разложить в направлении осей л: и г/, то величина продольно го йеремещения а, а поперечного е L sin ее. Движение бруска в поперечном направлении вызывает его незначительные вертикальные перемещения, величина которых определяется по формуле:
-)(
h R
Благодаря такой схеме работы, брусок после приработки имеет форму, показанную на фиг. 2. В продольном сечении он состоит из Двух дуг окружностей аб и вг, равных радиусу дорожки качения г и прямолинейного участка бв I. Наличие дуг охвата аб и вг, имеюших линейный контакт с деталью, позволяет исправлять волнистость -и гранность желоба. В поперечном сечении брусок представляет собой арку, состоящую из двух дуг окружностей радиуса желоба R, центры которых смещены на величину 2F + е, где е L sin а.
Предмет изобретения
Способ финишной обработки желоба колец шарикоподшипников с многоточечным контактным абразивным бруском, отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности и точности формы желоба, абразивному бруску сообщают прямолинейное осциллирующее движение в направлении под углом к плоскости симметрии поверхности желоба.
-w
Put. Л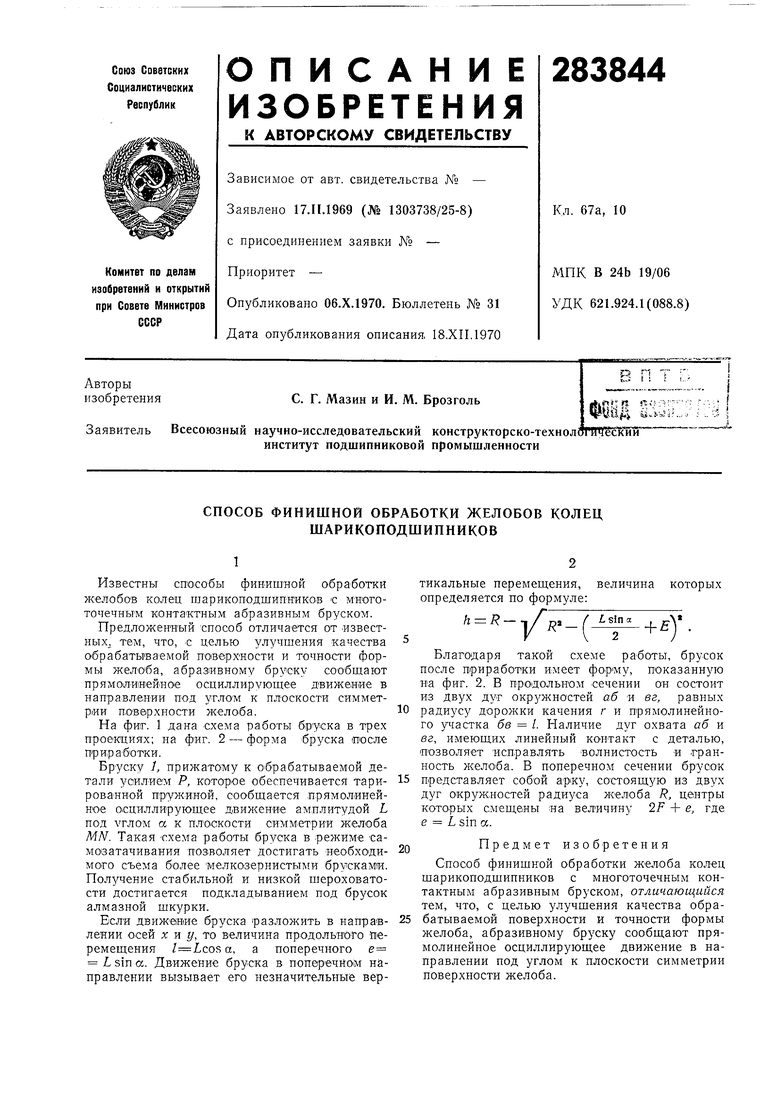
| название | год | авторы | номер документа |
|---|---|---|---|
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2094207C1 |
| СПОСОБ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2049652C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| Способ отделочной обработки | 1973 |
|
SU484071A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ АБРАЗИВНЫМИ БРУСКАМИ | 1988 |
|
RU1706134C |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| Шарикоподшипник | 1967 |
|
SU320655A1 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |