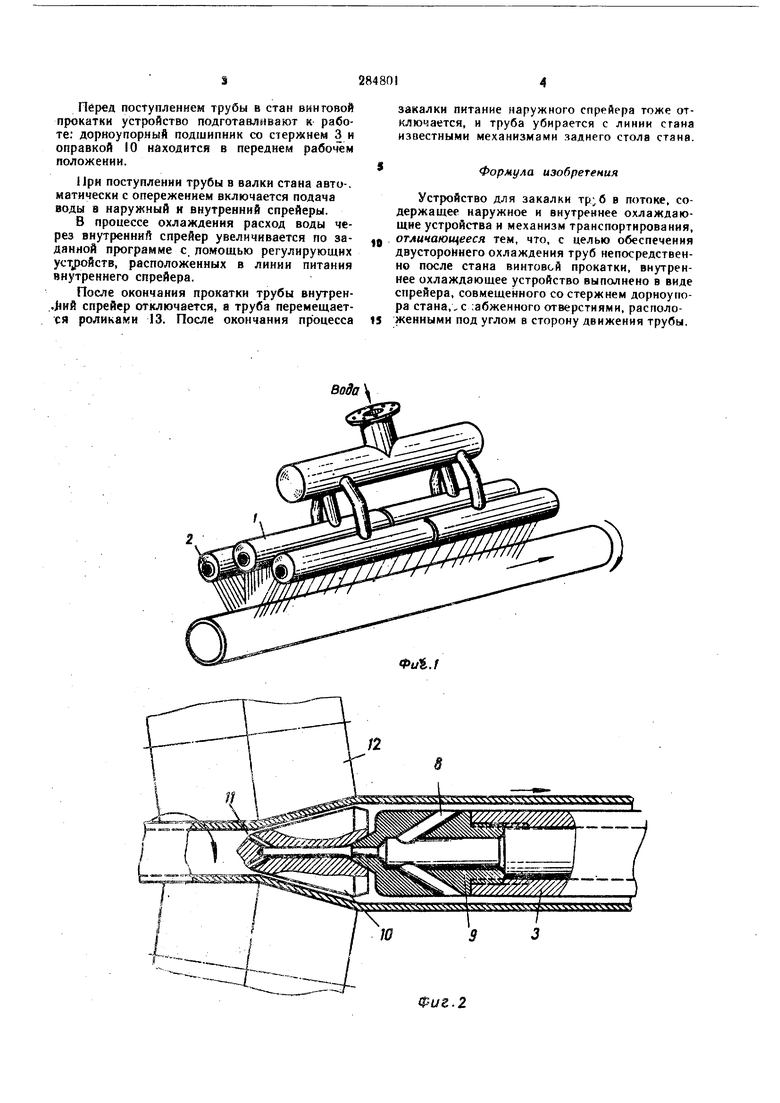
Изобретение относится к области оборудО вания для термообработки труб. Известно устройство для закалки труб в потоке, содержащее наружный и внутренний спрейер и механизм транспортирования. Такое устройство предназначено для закалки труб послепредварительного нагрева нх в секцнонных печах. Предлагаемое устройство позволяет осуществлять Закалку труб непосредственно после стана винтовой Прокаткн, что обеспечивает максимально достижимую равномерность охлаждения трубы по ее длиае, периметру и толщине стенкн и позволяет получить высокие механические свойства металла труб в сочетании с требуемой для дальнейшей обработкн геометрией. Обеспечивается это за счет двустороннего охлаждения трубы, при эТом внутреннее охлаждающее устройство выполнено в виде спрейера, совмещенного со стержнем дорноупора стана винтовой прокатки, снабженного отверстиями, расположенныл и под углом в сторону движения трубы. На фиг.. 1 изображеьо наружное охлаждающее устройство; на фиг. 2 и 3 - внутреннее охлаждающее устройство. каждый из которых монтируется из нескольких секций. Внутри коллектора I эксцентрично раз.метена трубчатая вставка 2, обеспечивающая формирование равномерной струи, выходящей нз щели коллектора. Наружный продольно-щелевой спрейер располагается непосредственно за валкамн стана винтовой прокаткн. Внутренний спрейер совмещен со стержнем 3 дорноупора 4 стана винтовой прокатки. В стержне ЗГимеется центральное отверстие для подачи охладителя из магистрали через специальное устройство5 с резиновыми уплотиительными манжетамн 6 и трубу 7. Этот охладитель используется для охлаждения внутренней поверхности трубы через отверстия 8 в наконёчннке 9 стержня, имеющие наклон в сторону движення трубы, и для подстуживания заднего конца трубы, для чего в оправке 10 по периметру просверлены отверстия И. Движенне трубы через охлаждающее устройство осуществляется от валков 12 стаИа винтовой прокатки, а после выхода нз стана вращательно-поступательное движення труба получает от транспортирующего устройства, например косорасположенных рачиков 13.
Перед noctynfleHHCM трубы в стан вннтовой прокатки устройство подготавливают к работе: дорноупорный подшипник со стержнем 3 и оправкой 10 находится в переднем рабочем положении.
При поступлении трубы в валки стана авто-, матически с опережением включается подача воды в наружный н внутренний спрейеры.
В процессе охлаждения расход воды через внутренний спрейер увеличивается по заданной программе с, помощью регулирующих устройств, расположенных в линии питания внутреннего спрейера.
После окончания прокатки трубы внутрен,.Яий спрейер отключается, а труба перемещается роликами 13. После окончания процесса
закалки питание наружного спрейера тоже отключается, и труба убирается с линии сгана известными механизмами заднего стола стана.
Формула изобретения
Устройство для закалки тр/,6 в потоке, содержащее наружное и внутреннее охлаждающие устройства и механизм транспортирования, отличающееся тем, что, с целью обеспечения двустороннего охлаждеиия труб непосредственно после стана винтовой прокатки, внутреннее охлаждающее устройство выполнено в виде спрейера, совмещенного со стержнем дорноупора стана,, с :абженного отверстиями, расположенными под углом в сторону движения трубы.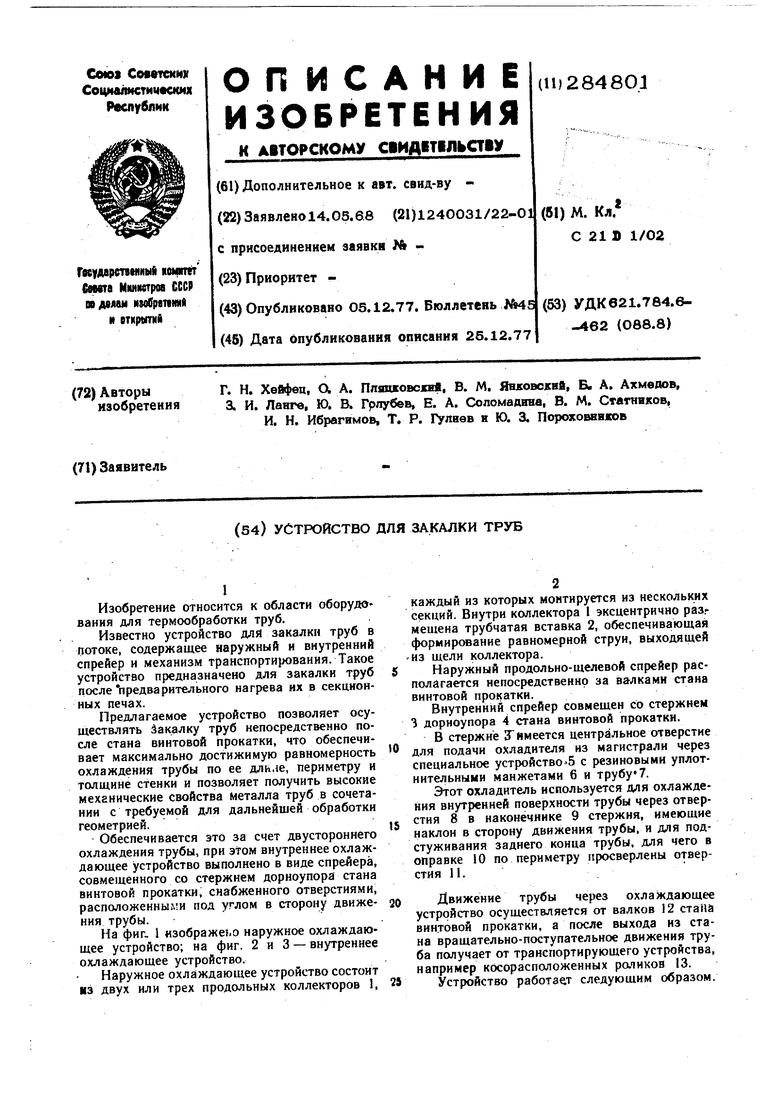
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки труб | 1970 |
|
SU515803A2 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ТРУВ! | 1973 |
|
SU382697A1 |
| Устройство для закалки труб | 1982 |
|
SU1127295A1 |
| Устройство для внутреннего охлаждения полых изделий | 1978 |
|
SU828715A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| Устройство для термомеханической обработки | 1982 |
|
SU1076463A1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2005 |
|
RU2291903C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |

Фи.1 Вода Фиг.З
