Изобретещие относился х области; плавлением, в частности, IK методам исследования образования оварнопо соедииеиия при электрошлако.вюй (овчарке, и используется для Объактиъио } 10цеН1Ки влияния режи;мов ова.рки, ХИмсостава свари1ваемого (Металла, услоВИй за1кре плени1я на качество аварного сюединениЯ и прОНзводительнюсти процесса.
При аварке новых сталей или конструкций для определения элементов опти1маль1НОло режима ювари.вают специальные образи,ы, часто натур-ные образцы. Под на:ту рным образцом следует понимать образец, имеющий толщину и длину по одинаковую € объектом, а ширину - не менее высоты шва.
При эле1ктрощла:ков1ой сварке такой сеособ Очень трудоемок и дюрог, так как приходится сваривать громоздкие образцы,, инолда по неаколЫко десятков тонн. Исследование же. овариоаемости на небольших образцах в большинстве случаев дает олень неточны-е результаты, так как создать условия аакреплеиия С1вари1вае,мьгх кромок на образцах, лодобных закреплению свариваемых кромок на иаделии, ке представляется во3|можным. Жесткость закреплений, т. е. величина противодействия Перемещению кромок на изделии, бывает всешда гораздо больше, чем н-а образце.
Изве1стно, Ч:то жестче закреплены кромки свари1ваемого, изделия, тем меньше возможность к /пере:мещению эти|Х кромоп при кварке, тем ниже при прочих равных условиЯХ скорость сварки, менуше до,пустим.ы-е колебания других элементов режи.ма.
Поэтой1у после проведемных исследо1ва|Ц11Й На образцах при электрошлаковой св-арке первого изделия Окончателыно отрабатывается реж1им сварки. Первое изделие счи1таегся оиытно-штатным, и если недостаточно то14кю учтены Все особенности сварки реалмюй конструкции (как правило, оцеагка производится на основании предыдущего 1субъекТИВ1НОТО опыта), то при завыше1Нных эле.мештах режима сварки «зделие может поЙ1ти в брак из-за дефектов в ;щве. Если же первое иоделие ов арено качествеино, то неизвестно, полностью ли иснользаванг производител)кость процесса.
Для комалексноло исследования все.х, факторов, определяющих условие сварки, предлагается способ, который позволяет при исследований сравнительно небольших образцов
объективно оценить влияние факторов (огезавиСимо от масштаюното) на качество CBaipHOго соединения и произ|водительность процесса. Для этото во время сварки кромкам |свадителыное перемещение с .р-азлиадой юкюрюстью, В частном случае нулевое леремещение, ЧТо сооггветствует .наиболее жесикому 3aiK;peinлению, имити.руя различные условия зажреолания изделия.
Предварительные деформации Обычиьгх образцав лребуют чрезВ;Ы1чайН|0 болыших усилий, особенно |ПрИ большой толщиие свариваемого металла. Механизм такого усилия был 1бы трюмоздисим и до рогим, крепление образца трудным.
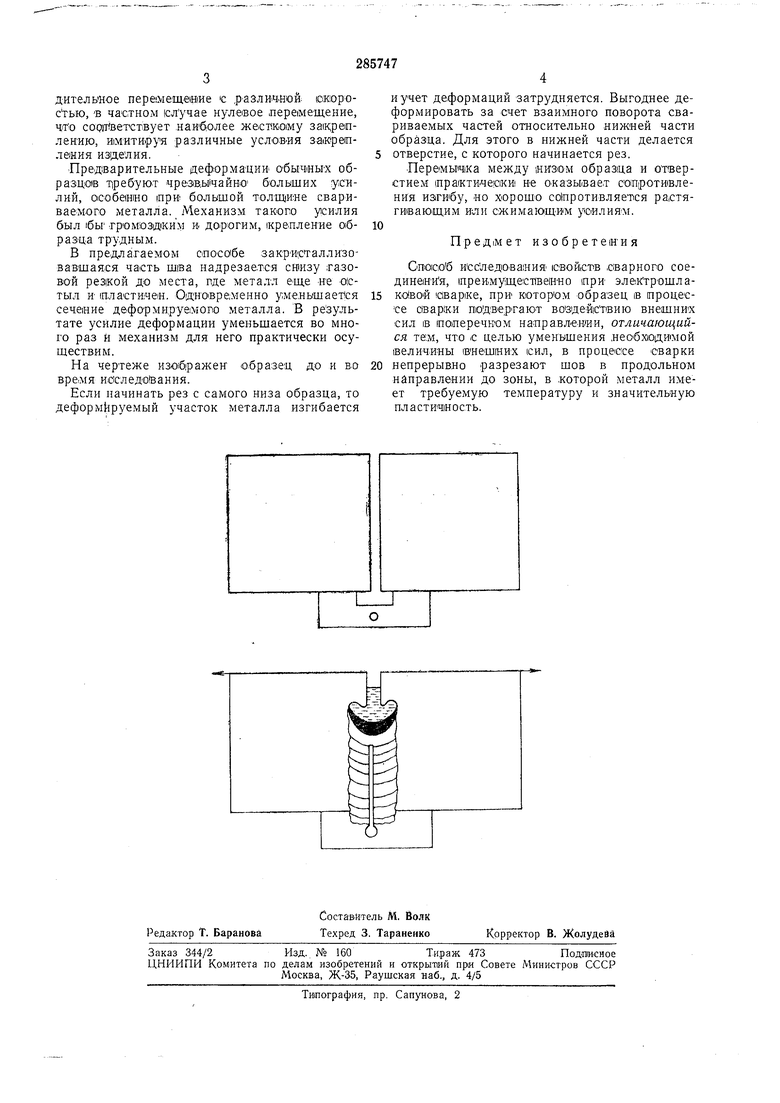
В пре-длагаемом способе закр-исталлизовавшаяся часть ш|ва надрезается свизу газовой рез|кой до места, где металл еще we остыл и иластичеи. О.дно1вре;менно у;ме,нышает ся сечеине деформируамоло металла. В результате усилие деформации уменьшается во много раз и механизм для него практически осуществим.
На чертеже изо1б|ражен образец до и во время исследования.
Если начинать рез с самого низа образца, то деформируемый участок металла изгибается
и учет деформаций затрудняется. Выгоднее деформировать за счет взаимного поворота свариваемых частей относительно нижней части образца. Для этого в нижней части делается отверстие, с которого начинается рез.
Перемычка между (НИзом образца и отаерстием практически не оказьгвает сопротивления изгибу, «о хорошо сопротивляется растягивающим и;ли сжимаюЩИМ усилиям.
Предмет изобретения
Способ исследования свойств .сварного соединения, 1преимущест(венно ери эле1КтрошлаKdBOH 1С1варке, при котором образец в процессе свар1ки подвергают воздействию внешних сил IB поперечном направлсмии, отличающийся тем, что с целью уменьшения необходимой величины 1внещ|них сил, в процессе сварки
непрерывно разрезают шов в продольном нйправлении до зоны, в .которой металл имеет требуемую температуру и значительную пластичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования свойств сварного соединения | 1978 |
|
SU747658A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ исследования свойств сварного соединения | 1978 |
|
SU697281A1 |
| Способ многопроходной сварки | 1976 |
|
SU740429A1 |
| Способ исследования свойств сварногоСОЕдиНЕНия | 1979 |
|
SU804292A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| БЕЗРЕЛЬСОВЫЙ СВАРОЧНЫЙ ТРАКТОР | 1972 |
|
SU325145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
