Изобретение относится к способам нрессования термореактивных пластмасс, в частности к таким способам нрессования пластмасс, при которых используются прессующие устройства и выносные пресс-формы с запорными устройствами.
Известны способы прессования термореактивных пластмасс с использованием прессующих устройств и выносных пресс-форм с запирающими устройствами, заключающиеся в том, что разомкнутая пресс-форма с помещенным в ней прессматериалом смыкается усилием прессующего устройства. После этого вводят в действие запирающее устройство, обеспечивающее удержание пресс-формы в сомкнутом состоянии под усилием выдерл ки. Усилие выдержки, составляющее около 40% от усилия смыкания нресс-формы, создается за счет каких-либо унругих элементов, входящих в конструкцию пресс-формы, например тарельчатых пружин, или встроенных гидроцилиндров. После введения в действие запорных устройств пресс-форму выносят из рабочей зоны прессующего устройства, куда помещают следующую пресс-форму, и цикл повторяется. Иесовершенство существующих снособов прессования пластмассовых изделий заключается в том, что при смыкании прессформ не используется усилие замыкающих
устройств. Это значительно сужает технологические возможности оборудования.
По предлагаемому способу для расширения технологических возможностей оборудования прессование осуществляют суммарным усилием нрессующего и занирающего устройств.
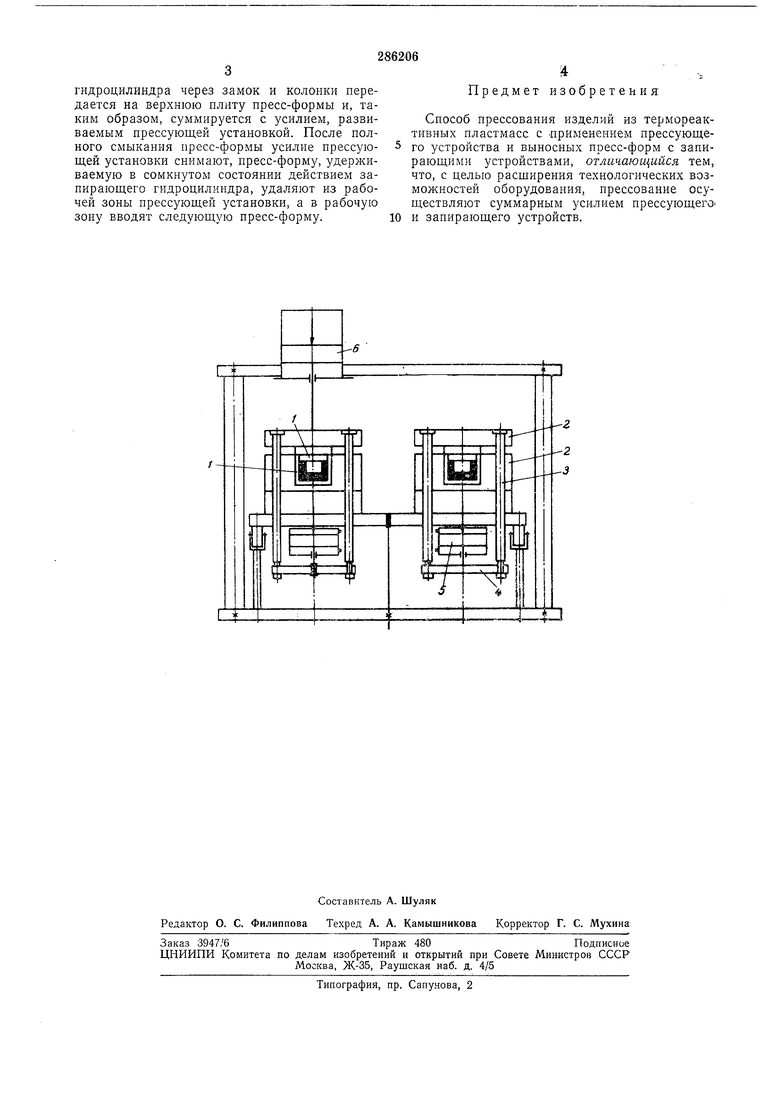
Предлагаемый способ поясняется чертежом, на котором приведены схемы распределения усилий при смыкании пресс-форм в рабочей
зоне прессующего устройства и при выдержке вне рабочей зоны.
Разомкнутую пресс-форму с находящимся в ней прессматеризлом, состоящую из оформляющих частей 1, нагревательных плит 2, колонок 3, замкового устройства 4 и запирающего гидроцилиндра 5, номещают в рабочую зону прессующего устройства.
Усилие нрессующего устройства может создаваться, например, гидроцилиндром 6. В рабочую полость гидроцилиндра 6 подают рабочую жидкость. Под действием штока гидроцилиндра подвижная часть пресс-формы совершает ход вниз до соприкосновения с прессматериалом. После возрастания сопротивления
движению верхней части пресс-формы со стороны прессматериала до усилия, соответствующего номинальному усилию нрессующей установки, замковое устройство 4 входит в зацепление с колонками 3 и включает запирагидроцилиндра через замок и колонки нередается на верхнюю нлиту пресс-формы и, таким образом, суммируется с усилием, развиваемым прессующей установкой. После нолного смыкания пресс-формы усилие прессующей установки снимают, пресс-форму, удерживаемую в сомкнутом состоянии действием запирающего гидроцилиндра, удаляют из рабочей зоны прессующей установки, а в рабочую зону вводят следующую пресс-форму.
Предмет изобретения
Способ прессования изделий из термореактивных пластмасс с применением прессующего устройства и выносных пресс-форм с запирающими устройствами, отличающийся тем, что, с целью расширения технологических возможностей оборудования, прессование осуществляют суммарным усилием прессующего и запирающего устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Выносная пресс-форма для изготовления полимерных изделий | 1978 |
|
SU763110A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС | 1973 |
|
SU377250A1 |
| РОТОРНАЯ ПОЛУАВТОМАТИЧЕСКАЯ Л1НОГОСЕКЦИОННАЯ ЛААШИНА ДЛЯ ПРЕССОВАНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1964 |
|
SU164117A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1965 |
|
SU169985A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХПРИБОРОВ | 1971 |
|
SU306513A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1976 |
|
SU654429A1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1972 |
|
SU323284A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU379940A1 |
/
